BAB V
PETA KERJA
5.1
Landasan Teori
Landasan teori
adalah teori-teori yang mempunyai hubungan yang erat dengan alternatif
penyelesaian masalah yang digunakan untuk menguraikan pemecahan masalah yang
ditemukan pemecahannya melalui pembahasan-pembahasan secara teoritis. Berikut
merupakan landasan teori peta kerja. Hal-hal yang akan dibahas pada landasan
teori modul peta kerja adalah pengertian peta-peta kerja, lambang-lambang yang
digunakan, macam-macam peta kerja, peta kerja keseluruhan, peta proses operasi,
peta aliran proses, diagram aliran, peta proses kelompok kerja, peta kerja
setempat, peta pekerja dan mesin, dan yang terahkir peta tangan kiri dan tangan
kanan. Berikut ini merupakan landasan teori yang berkaitan dengan peta kerja.
5.1.1 Pengertian Peta-Peta Kerja
Peta kerja adalah
alat yang menggambarkan kegiatan kerja secara sistematis dan jelas (biasanya kerja produksi). Lewat peta-peta ini kita bisa melihat semua langkah atau kejadian yang
dialami oleh suatu benda kerja dari mulai masuk pabrik (berbentuk bahan baku),
kemudian menggambarkan semua langkah yang dialaminya, sampai akhirrnya menjadi
produk jadi. Terdapat dua
macam peta kerja berdasarkan kegiatannya, yaitu peta-peta kerja untuk
menganalisa kegiatan kerja secara keseluruhan dan peta-peta kerja untuk
menganalisa kegiatan setempat (Sutalaksana, 2006).
Peta kerja atau sering disebut
dengan peta proses (proces chart)
merupakan alat komunikasi yang sistematis dan logis guna menganalisa proses
kerja dari tiap tahap awal sampai akhir. Melalui peta proses ini kita
mendapatkan informasi-informasi yang diperlukan untuk memperbaiki metode kerja
ini antara lain bisa dilihat seperti, jumlah benda kerja atau
hasil kerja lainnya yang harus dibuat, waktu operasi untuk penyelesaian kerja baik secara total maupun untuk
masing-masing elemen kerja yang ada, kapasitas mesin atau kapasitas kerja lainnya yang dipergunakan, dan lain
sebagainya (Wignjosoebroto, 1995).
5.1.2 Lambang-Lambang yang
Digunakan
Tahun 1947, ASME (American Society of Mechanical Engineers)
membuat lima lambang. Standar lambang-lambang ini merupakan modifikasi dari
lambang yang digunakan oleh Gilberth. Awalnya Gilberth mengusulkan 40 buah
lambang yang dapat digunakan untuk membuat peta kerja. Pengembangan dilakukan
terhadap lambang tersebut, sehingga disederhanakan menjadi 4 buah lambang saja.
Lambang tersebut meliputi lingkaran kecil, diganti dengan anak panah untuk
kejadian transportasi dan menambah lambang baru (D) untuk kejadian menunggu
(Sutalaksana, 2006).
Tabel 5.1 Lambang Peta-Peta Kerja
No
|
Lambang
|
Nama
|
Keterangan
|
|||
1
|
 |
Operasi
|
Operasi merupakan kegiatan yang
paling banyak terjadi pada suatu proses dan biasanya terjadi pada suatu mesin
atau stasiun kerja. Pada prakteknya,
lambang ini dapat juga digunakan untuk menyatakan aktifitas administrasi. Mengambil informasi
maupun memberikan informasi pada suatu keadaan juga termasuk operasi.
|
|||
2
|
 |
Pemeriksaan
|
Kegiatan pemeriksaan
terjadi apabila benda kerja atau peralatan mengalami pemeriksaan, baik untuk
segi kualitas maupun kuantitas.
|
|||
3
|
 |
Transportasi
|
Kegiatan transportasi
terjadi apabila benda kerja, pekerja atau perlengkapan mengalami perpindahan
tempat yang bukan merupakan bagian dari suatu operasi. Suatu pergerakan yang
merupakan bagian dari operasi yang disebabkan oleh petugas pada tempat
bekerja, waktu operasi atau pemeriksaan yang berlangsung bukanlah merupakan
transportasi.
|
|||
4
|
 |
Menunggu
|
Proses menunggu terjadi
apabila benda kerja, pekerja, dan perlengkapan tidak mengalami kegiatan
apa-apa selain menunggu. Kejadian ini menunjukkan bahwa suatu obyek
ditinggalkan sementara tanpa pencatatan hingga diperlukan kembali.
|
|||
5
|
 |
Penyimpanan
|
Proses penyimpanan terjadi
apabila benda kerja disimpan untuk waktu yang cukup lama. Lambang ini
digunakan untuk menyatakan suatu obyek yang mengalami penyimpanan permanen.
Prosedur penyimpanan dan lamanya waktu adalah dua hal yang membedakan antara
kegiatan menunggu dan penyimpanan.
|
|||
6
|
 |
Aktifitas
Gabungan
|
Kegiatan ini terjadi
apabila aktifitas operasi dan pemeriksaan dilakukan bersamaan atau dilakukan
pada suatu tempat kerja.
|
5.1.3 Macam-Macam Peta Kerja
Peta kerja secara garis besar terdiri dari beberapa macam. Sekarang ini,
peta kerja terbagi dalam dua kelompok besar berdasarkan kegiatannya (Purnomo,
2004).
1.
Peta-peta
kerja yang digunakan untuk menganalisa kegiatan kerja keseluruhan.
2.
Peta-peta
kerja yang digunakan untuk menganalisa kegiatan kerja setempat.
Kegiatan kerja keseluruhan
terjadi apabila kegiatan melibatkan sebagian besar atau semua fasilitas yang
diperlukan untuk membuat produk yang akan diproduksi. Kelompok kegiatan kerja
keseluruhan meliputi peta proses operasi (OPC), peta aliran proses (FPC),) peta proses kelompok kerja dan diagram aliran (FD). Kerja setempat terjadi dalam suatu stasiun kerja. Kegiatan ini hanya
melibatkan orang dan fasilitas dalam jumlah yang terbatas untuk membuat suatu
produk. Kegiatan kerja
setempat, meliputi peta
pekerja dan mesin serta peta tangan kiri dan tangan kanan (Wayan, 2012).
5.1.4 Peta Kerja Keseluruhan
Peta kerja keseluruhan
merupakan peta kerja yang digunakan untuk menganalisis kegiatan kerja
keseluruhan, apabila kegiatan kerja melibatkan sebagian besar atau semua
fasilitas yang diperlukan untuk membuat produk yang bersangkutan. Peta kerja
keseluruhan terdiri dari peta proses operasi, peta aliran proses, peta proses
kelompok kerja dan diagram aliran (Wignjosoebroto, 1995).
1.
Peta
Proses Operasi
Peta proses operasi seringkali
disingkat menjadi peta operasi atau (Operation
Chart) adalah peta kerja yang mencoba menggambarkan urutan kerja dengan
jalan membagi pekerjaan tersebut elemen-elemen operasi secara detail. Disini
tahap proses operasi harus diuraikan secara logis dan sistematis. Pembuatan
peta proses operasi ini memakai simbol-simbol ASME yaitu operasi, inspeksi dan
operasi gabungan. (Wignjosoebroto, 1995).
Peta proses operasi merupakan
peta yang menggambarkan langkah-langkah proses yang dialami bahan baku mengenai
urutan operasi dan pemeriksaan. Sejak dari awal, perlakuan terhadap komponen
hingga menjadi produk utuh akan memuat informasi-informasi yang diperlukan
untuk analisa lebih lanjut. Peta proses operasi, hanya mencatat
kegiatan-kegiatan operasi dan pemeriksaan saja, terkadang pada akhir proses
dicatat tentang penyimpanan. Terdapat beberapa keuntungan dari peta
proses operasi (Sutalaksana, 2006).
a. Bisa mengetahui kebutuhan akan mesin dan
penganggarannya.
b.
Dapat memperkirakan kebutuhan akan bahan baku.
c.
Sebagai alat untuk menentukan tata letak pabrik.
d.
Sebagai alat untuk melakukan cara kerja yang sedang
dipakai.
e.
Sebagai alat untuk latihan kerja.
Pemetaan proses kerja melalui peta proses operasi akan
dilanjutkan dengan analisis peta proses operasi. Maksudnya adalah untuk mencari
kelemahan- kelemahan dari
serangkaian proses untuk kemudian dikoreksi. Tujuannya adalah untuk mendapatkan
rancangan yang lebih baik. Ada empat
hal yang perlu diperhatikan agar hal-hal tersebut dapat terlaksana dengan baik,
yaitu melalui analisis sistematik dan kritis terhadap empath al, yaitu bahan-bahan, operasi, pemeriksaan dan
waktu penyelesaian suatu proses (Sutalaksana, 2006).
a.
Bahan-bahan
Mempertimbangkan semua alternatif
dari bahan yang digunakan, proses penyelesaian dan toleransi sedemikian rupa
sehingga sesuai dengan tuntutan fungsi, kendala dan waktunya.
b.
Operasi
Mempertimbangkan semua alternatif
yang mungkin untuk proses pengolahan, pembuatan, pengerjaan dengan mesin atau
metode perakitannya.
c.
Pemeriksaan
Membandingkan kualitas hasil
akhir dengan mutu acuan. Suatu objek dikatakan kualitasnya telah memenuhi
syarat apabila telah dibandingkan dengan acuannya ternyata bermutu lebih baik
atau sekurang-kurangnya sama.
d.
Waktu
Mempertimbangkan semua alternatif
mengenai metode, peralatan, dan tentunya penggunaan perlengkapan-perlengkapan
khusus untuk mempersingkat waktu.
2.
Peta Aliran Proses
Peta aliran proses adalah sebuah diagram yang menunjukkan urutan-urutan
dari operasi, pemeriksaan, hingga transportasi. Dilengkapi pula urutan menunggu
dan penyimpanan yang terjadi selama proses atau prosedur berlangsung. Peta ini
pada umumnya terbagi dalam dua tipe, yaitu peta aliran proses tipe bahan dan
peta aliran proses tipe orang (Purnomo, 2004).
Peta aliran proses adalah
suatu diagram yang menunjukan urutan-urutan dari operasi, pemeriksaan,
transportasi, menunggu dan penyimpanan yang terjadi selama suatu proses atau
prosedur berlangsung. Terdapat beberapa perbedaan, dua hal utama yang
membedakan antara peta proses operasi dengan peta aliran proses, yaitu
(Sutalaksana, 2006).
a. Peta aliran proses memperlihatkan semua
aktivitas dasar, termasuk transportasi, menunggu, menyimpan. Sementara pada
peta proses operasi, terbatas pada operasi dan pemeriksaan saja.
b. Peta aliran proses menganalisis setiap
komponen yang diproses secara lebih lengkap dibanding peta proses operasi, dan
memungkinkan untuk digunakan disetiap proses atau prosedur, baik dipabrik atau
dikantor. Sebagai konsekuensinya, peta aliran proses tidak bisa digunakan untuk
menggambarkan proses peraktian secara keseluruhan. Biasanya suatu peta aliran
proses hanyalah menggambarkan dan digunakan untuk menganalisis salah satu
komponen dari produk yang dirakit.
Peta aliran proses tersebut
terdiri dari beberapa macam peta, yaitu peta aliran proses tipe bahan, peta
aliran proses tipe orang dan peta aliran proses tipe kertas. Berikut penjelasan
dari setiap macam-macam peta aliran proses (Sutalaksana, 2006).
a. Peta
aliran proses tipe bahan ialah peta yang menggambarkan suatu kejadian yang
dialami bahan dalam suatu prosedur operasi. Peta ini menggambarkan tiap komponen satu persatu dan proses
penganalisaannya akan lebih mudah.
b.
Peta aliran proses tipe orang adalah suatu peta yang
menggambarkan suatu proses dalam bentuk aktifitas-aktifitas manusia. Peta ini
adalah gambar simbolis dan sistematis dari sistem kerja yang dijalankan.
Sekelompok pekerja ketika bekerja membutuhkan peta aliran proses untuk bergerak
dari suatu tempat ke tempat lainnya (Purnomo,
2004).
Peta aliran proses tipe orang
pada dasarnya dapat dibagi menjadi dua bagian, yaitu (Sutalaksana, 2006).
1)
Peta aliran proses pekerja yang menggambarkan aliran
kerja seorang operator.
2)
Peta aliran proses pekerja yang menggambarkan aliran
kerja sekelompok manusia, sering disebut peta proses kelompok kerja.
c. Peta Aliran proses tipe kertas yang
digambarkan adalah aliran dari kertas yang menjalani sekumpulan urutan proses
mengikuti suatu prosedur tertentu secara bertahap. Serangkaian tahap yang diperlukan untuk
menyelesaikan suatu proses permohonan izin, adalah salah satu contohnya.
Peta aliran proses tentunya
memiliki kegunaan yang berbeda dari peta-peta kerja lainnya. Secara rinci dapat
diuraikan kegunaan umum dari suatu peta aliran proses sebagai berikut (Sutalaksana,
2006).
1) Bisa digunakan untuk mengetahui aliran
bahan. Aktivitas orang atau aliran kertas dari awal masuk dalam suatu proses
atau prosedur sampai aktivitas terakhir.
2) Peta ini bisa memberikan informasi
mengenai waktu penyelesaian suatu proses atau prosedur.
3) Bisa digunakan untuk mengetahui jumlah
kegiatan yang dialami bahan, orang atau kertas selama proses atau prosedur
berlangsung.
4) Sebagai alat untuk melakukan
perbaikan-perbaikan proses atau metode kerja
5) Khusus untuk peta yang hanya menggambarkan
aliran yang dialami oleh suatu komponen atau satu orang, secara lebih lengkap,
maka peta ini merupakan suatu alat yang akan mempermudah proses analisis untuk
mengetahui tempat-tempat dimana terjadi ketidakefesienan atau terjadi
ketidaksempurnaan pekerjaan.
Analisis dalam suatu peta
alirang proses dapat dibuat dengan menggunakan beberapat pertanyaan melalui
suatu teknik, yaitu dot and check
technique. Beberapa pertanyaan yang
mungkin disampaikan yaitu sebagai berikut (Sutalaksana, 2006).
Berdasarkan
pertanyaan-pertanyaan diatas, diharapkan kita bisa melakukan perbaikan dalam
setiap kejadian. Berikut ini adalah beberapa kemungkinan tindakan yang dapat
dilaksanakan untuk perbaikan, yaitu (Sutalaksana, 2006).
a. Menghilangkan aktivitas yang tidak perlu
b. Menggabungkan atau merubah tempat kerja
c. Menggabungkan atau mengubah waktu atau
urutan kerja
d. Menggabungkan atau mengubah jumlah orang
e. Menyederhanakan atau memperbaiki metode
kerja.
3.
Diagram Aliran
Diagram aliran adalah suatu gambaran menurut skala dari susunan lantai
dan gedung yang menunjukkan lokasi dari semua aktifitas yang terjadi dalam peta
aliran proses. Berbeda dengan peta aliran proses yang merupakan suatu peta yang
memuat informasi-informasi relatif lengkap, sehubungan dengan proses dalam
suatu pabrik. Peta tersebut tidak menunjukkan gambar dari arah aliran selama
bekerja. Diagram aliran dapat dikatakan sebagai suatu gambaran yang menunjukkan
lokasi dari semua aktifitas yang terjadi dalam peta aliran proses. Kegunaan diagram aliran adalah memperjelas
suatu peta aliran proses, apalagi jika arah aliran merupakan faktor yang
penting. Menolong dalam perbaikan tata letak tempat kerja pun merupakan
kegunaan lain dari diagram ini (Purnomo, 2004).
Diagram aliran merupakan suatu
gambaran menurut skala, dari susunan lantai dan gedung, yang menunjukan lokasi
dari semua aktivitas yang terjadi dalam peta aliran proses. Aktivitas, yang
berarti pergerakan suatu material atau orang dari suatu tempat ke tempat
berikutnya, dinyatakan oleh garis aliran dalam diagram tersebut. Arah aliran
digambarkan oleh anak panah kecil pada garis aliran tersebut. Diagram aliran
juga memiliki kegunaan sebagai berikut (Sutalaksana, 2006).
a. Lebih memperjelas suatu peta aliran
proses, apalagi jika arah aliran merupakan faktor penting
b. Menolong dalam perbaikan tata letak tempat
kerja
4.
Peta
Proses Kelompok Kerja
Peta proses kelompok kerja
merupakan suatu kumpulan dari beberapa peta aliran proses yang menunjukkan seri
kerja dari seorang operator. Peta ini dapat digunakan dalam suatu tempat kerja.
Pelaksanaan pekerjaan tersebut memerlukan kerja sama yang sangat baik dari
sekelompok pekerja. Jenis pekerjaan yang memerlukan analisis melalui peta
proses kelompok kerja, ialah pekerjaan-pekerjaan pergudangan dan pemeliharaan (Purnomo,
2004).
Sesuai dengan namanya, peta
ini dapat digunakan sebagai alat untuk menganalisis aktifitas suatu kelompok
kerja. Peta proses kelompok kerja merupakan suatu alat yang baik digunakan
untuk menentukan jumlah operator yang diperlukan dalam menangani suatu mesin
atau suatu proses agar efektif dan efisien. Masalah utama adalah jika terjadi
kerjasama antara sekelompok dalam satu aktifitas yang saling bergantung,
sehingga banyak dijumpai aktifitas-aktifitas menunggu (delay). Tujuan utama yang harus dianalisis dari kelompok kerja
adalah dapat meminimumkan waktu menunggu (delay).
Berkurangnya waktu menunggu, maka dapat mencapai tujuan lain yang lebih nyata.
Pertama dapat mengurangi ongkos produksi dan kedua dapat mempercepat
waktu penyelesaian produk (Sutalaksana, 2006).
5.1.5
Peta Kerja Setempat
Peta kerja setempat merupakan
peta kerja yang digunakan untuk menganalisis kegiatan kerja setempat, apabila
kegiatan kerja tersebut terjadi dalam suatu stasiun kerja yang biasanya hanya
melibatkan orang dan fasilitas dalam jumlah terbatas. Peta kerja setempat
terdiri dari peta pekerja & mesin dan peta tangan kiri & tangan kanan
(Wignjosoebroto, 1995).
1.
Peta Pekerja dan Mesin
Peta pekerja dan mesin menggambarkan koordinasi
antara waktu bekerja dan waktu menganggur pekerja dan mesin. Lambang-lambang yang digunakan pada peta pekerja
dan mesin akan dilampirkan pada Tabel 5.3. Informasi paling
penting yang diperoleh melalui peta pekerja dan mesin ialah hubungan antara
waktu kerja operator dan waktu operasi mesin yang ditanganinya. Peningkatan
efektivitas penggunaan dan perbaikan keseimbangan kerja dapat dilakukan,
misalnya dengan cara (Sutalaksana,
2006).
a.
Mengubah tata letak tempat kerja.
b.
Mengatur kembali gerakan-gerakan kerja.
c.
Merancang kembali mesin dan peralatan.
d. Menambah pekerja bagi sebuah mesin atau
sebaliknya.
Tabel
5.3 Lambang yang Dipergunakan untuk Peta Pekerja Mesin
No
|
Lambang
|
Nama
|
Keterangan
|
1
|
 |
Menunjukkan
waktu
menganggur.
|
Dipergunakan untuk menyatakan pekerja atau mesin yang sedang menganggur
atau salah satu sedang menunggu yang lain.
|
2
|
 |
Menunjukkan
kerja tak
bergantungan
(independent).
|
Jika ditinjau dari pekerja,
maka keadaan ini menunjukkan seorang pekerja yang sedang bekerja dan independent
dengan mesin dan pekerja lain.
|
3
|
 |
Menunjukkan
kerja kombinasi.
|
Jika ditinjau dari pihak
pekerja, maka lambang ini digunakan apabila diantara operator dan mesin atau
dengan operator lainnya sedang bekerja secara bersama-sama.
|
2.
Peta Tangan Kanan dan Tangan Kiri
Peta tangan kanan dan tangan kiri adalah suatu alat dari studi gerakan untuk menentukan gerakan-gerakan yang
efesien, yaitu gerakan-gerakan yang memang diperlukan untuk melaksanakan suatu
pekerjaan. Peta ini menggambarkan semua gerakan-gerakan saat bekerja dan
menganggur yang dilakukan oleh tangan kanan dan tangan kiri. Selain itu,
menunjukkan perbandingan antara tugas yang dibebankan pada tangan kiri dan
tangan kanan saat melakukan suatu pekerjaan. Guna peta tangan kanan dan tangan
kiri adalah untuk memperbaiki suatu stasiun kerja. Sebagaimana peta-peta yang
lain, peta ini pun mempunyai kegunaan yang lebih khusus, diantaranya
(Sutalaksana, 2006).
a.
Menyeimbangkan gerakan kedua tangan dan menghindari
kelelahan.
b.
Menghilangkan atau mengurangi gerakan-gerakan yang
tidak efisien dan tidak produktif, sehingga akan mempersingkat waktu kerja.
c.
Alat untuk menganalisa tata letak stasiun kerja.
d.
Alat untuk melatih pekerjaan baru dengan cara kerja
yang ideal.
Meskipun Frank dan Lilian
Gilberth telah menyatakan bahwa gerakan-gerakan kerja manusia dilaksanakan
dnegan mengikuti 17 elemen dasar Therblig dan/atau kombinasi dari elemen-elemen
Therblig tersebut, akan tetapi didalam membuat peta operator akan lebih efektif
kalau hanya 8 elemen gerakan Therblig berikut ini yang digunakan, yaitu
(Wignjosoebroto, 1995).
a.
Reach (Re)
Reach atau menjangkau dalam therblig adalah gerakan tangan berpindah tempat tanpa beban, baik
gerakan mendekati maupun menjauhi objek. Gerakan ini biasanya
didahului oleh gerakan melepas (release)
dan diikuti oleh gerakan memegang. Therblig
ini mulai pada saat tangan mulai berpindah dan berakhir bila tangan sudah
berhenti. Waktu yang dipergunakan untuk menjangkau,
tergantung pada jarak dari pergerakan tangan dan dari tipe menjangkaunya.
Seperti juga memegang, menjangkau sulit untuk dihilangkan secara keseluruhan
dari siklus kerja yang masih mungkin adalah pengurangan dari waktu gerak ini.
b. Grasp (G)
Grasp atau memegang adalah gerakan untuk memegang objek, biasanya didahului oleh gerakan
menjangkau dan dilanjutakn oleh gerakan membawa. Therblig ini merupakan gerakan yang efektif dari suatu pekerjaan
dan meskipun sulit untuk dihilangkan dalam beberapa keadaan masih dapat
diperbaiki.
c. Move (M)
Move atau membawa
adalah gerak perpindahan
tangan, hanya dalam gerakan ini tangan dalam keadaan dibebani. Gerakan membawa
biasanya didahului oleh memegang dan dilanjutkan oleh melepas atau dapat juga
oleh pengarahan (position). Therblig
ini mulai dan berakhir pada saat yang sama dengan menjangkau, karena itu
faktor-faktor yang mempengarui waktu gerakan
pun hampir sama, yaitu jarak pindah dan macamnya. Pengaruh yang lain adalah
beratnya beban yang dibawa oleh tangan. Dalam beberapa pekerjaan
yang memerlukan kombinasi antara tangan dan mata, waktu yang diperlukan untuk
membawa menjadi terpengaruhi oleh waktu yang diperlukan oleh gerakan mata.
Pekerjaan ini sering dijumpai karena pada dasarnya sewaktu objek sedang dibawa,
mata sudah mulai mengarahkan (positioning).
d. Position (P)
Posittion atau mengarahkan merupakan
gerakan mengarahkan suatu objek pada suatu lokasi tertentu. Mengarahkan
biasanya didahului oleh gerakan mengangkut dan diikuti oleh gerakan merakit (assembling). Gerakan ini mulai sejak tangan mengendalikan objek misalnya memutar,
menggeser ke tempat yang diinginkan dan berakhir pada saat gerakan merakit atau
memakai dimulai.
e. Use (U)
Use atau memakai adalah keadaan dimana tangan atau kedua tangan dipakai untuk menggunakan alat. Lamanya waktu yang
dipergunakan untuk gerak ini tergantung dari jenis pekerjaan dan keterampilan
pekerjanya.
f.
Release (Rl)
Elemen gerak melepas terjadi
bila seorang pekerja melepaskan objek yang dipegangnya. Bila dibandingkan
dengan therblig lainnya, gerakan
melepas merupakan gerakan yang relatif lebih singkat. Therblig ini mulai pada saat pekerja mulai melepaskan
tangannya dari objek dan berakhir bila seluruh jarinya sudah tidak menyentuh
objek lagi. Gerakan ini biasanya didahului
oleh gerakan menjangkau.
g. Delay (D)
Delay atau menunggu dibedakan menjadi dua yaitu:
1) Kelambatan yang tak terhindarkan (Unavoidable delay)
Keterlambatan yang dimuksudkan
di sini adalah keterlambatan yang diakibatkan oleh hal-hal yang terjadi di luar
kemampuan pengendalian pekerja. Contohnya karena ketentuan cara kerja yang
mengakibatkan satu tangan menganggur sedangkan tangan yang lain bekerja
misalnya pada operator mesin pemotong kayu. Sebagai akibat dari sifat alat dan
pekerjaannya, hanya memungkinkan satu tangan bekerja secara aktif. Gangguan-ganguan yang terjadi seperti padamnya listrik, rusaknya alat-alat
dan sebagainya menyebabkan juga keterlambatan ini. Keterlambatan dapat dikurangi dengan mengadakan perubahan atau perbaikan
pada proses operasi.
2) Keterlambatan yang dapat dihindarkan (Avoidable delay)
Keterlambatan
ini disebabkan oleh hal yang timbul sepanjang waktu kerja oleh pekerja baik disengaja
maupun tidak disengaja. Misalnya pekerja yang sedang menderita sakit batuk, ia
batuk-batuk sepanjang waktu kerjanya dan hal ini menimbulkan gangguan pada
pekerjaannya. Contoh lain: pekerja yang merokok ketika sedang bekerja. Untuk
mengurangi kelambatan ini, harus diadakan perbaikan oleh pekerjanya sendiri
tanpa harus mengubah proses operasinya.
h. Hold (H)
Pengertian memegang untuk
memakai di sini adalah memegang tanpa menggerakkan objek yang dipegang.
Perbedaannya dengan memegang terdahulu
adalah pada perlakuan terhadap objek. Pada memegang, pemegangan dilanjutakan
dengan gerak membawa sedangkan memegang untuk memakai tidak demikian. Therblig ini merupakan gerakan yang tidak efektif,
dengan demikian sedapat mungkin harus dihilangkan atau paling tidak dikurangi.
5.2.
Hasil dan Pembahasan
Hasil dan pembahasan merupakan
peta-peta kerja yang diperoleh berdasarkan urutan proses pembuatan rak toples berserta dengan analisisnya. Berikut
penjabaran dari hasil pembuatan peta kerja yang terbagi menjadi dua, yaitu peta kerja keseluruhan dan peta
kerja setempat.
5.2.1.
Peta Kerja Keseluruhan
Kegiatan kerja keseluruhan
terjadi apabila kegiatan melibatkan sebagian besar atau semua fasilitas yang
diperlukan untuk membuat produk yang akan diproduksi. Peta kerja keseluruhan
yang dibuat pada proses pembuatan produk rak toples terdiri atas peta proses operasi, peta aliran
proses, peta proses kelompok kerja dan diagram aliran. Keempat peta tersebut memiliki kegunaan dan
fungsinya masing-masing untuk menjabarkan metode dan langkah kerja yang
digunakan dalam pembuatan produk rak toples. Berikut penjelasan dan hasil pemetaan yang telah dibuat serta pembahasan
dan analisis dari masing-masing
peta.
5.2.1.1.
Peta Proses Operasi
Peta
proses operasi menggambarkan rangkaian keseluruhan bahan yang masuk yang
kemudian diproses sampai akhir hingga menjadi produk akhir yaitu produk rak toples. Peta proses operasi terdiri dari
material yang akan diproses, ukuran komponen utama sebelum diproses dan ukuran
komponen utama setelah dilakukan proses, operasi dan pemeriksaan yang dilakukan
selama pembuatan produk rak toples, waktu yang dibutuhkan selama proses
pembuatan produk rak toples, alat dan mesin yang digunakan, komponen tambahan
yang digunakan, dan ringkasan dari keseluruhan peta yang telah dibuat. Berikut merupakan gambar 5.1 Peta Proses Operasi.

Gambar 5.1 Peta Proses Operasi
Peta proses operasi adalah
sebuah peta yang menunjukkan urutan-urutan proses operasi dan pemeriksaan yang dialami oleh bahan baku produk hingga
menjadi barang jadi. Peta proses operasi pembuatan produk rak toples terdiri dari 15 proses operasi dan 5 proses pemeriksaan yang dilakukan pada 5 komponen pembuatan produk rak
toples. Komponen-komponen tersebut
adalah papan belakang berjumlah 1 buah, papan samping berjumlah 2 buah, papan alas berjumlah 2 buah, papan depan 1 buah dan papan sekat berjumlah 1 buah. Peta proses operasi tersebut menggunakan
proses intermittent dimana proses
produksi menggunakan waktu yang pendek agar menghemat penggunaan waktu serta
pengerjaan produk dilakukan secara berkelompok sesuai dengan pengerjaan
sehingga dapat menghindari gerakan bolak-balik. Pada peta proses operasi
terdapat 3 bagian peta yang terdiri dari bagian kepala, isi dan ringkasan.
Bagian atas merupakan kepala
peta yang diisi dengan judul Peta Proses Operasi. Dibawah kepala peta terdapat
keterangan-keterangan yang berisi nama objek, nomor peta, dipetakan oleh, dan
tanggal dipetakan. Nama objek diisi
dengan nama produk yang akan diproses, yaitu rak toples, kemudian nomor peta diisi dengan nomor yang akan mengurutkan peta
yang dibuat yaitu diisi dengan nomor 1. Bagian dipetakan oleh diisi dengan nama
pembuat yang membuat peta proses operasi tersebut, pada bagian ini diisi dengan
kelompok 7, dan bagian yang
terakhir yaitu tanggal dipetakan, diisi dengan tanggal peta tersebut dipetakan,
maka peta tersebut diisi dengan tanggal
06 November 2019.
Bagian tengah merupakan isi
dari peta proses operasi. Pada bagian isi ditempat paling atas, terdapat keterangan
tiap komponen disertai dengan ukuran sebelum komponen tersebut diproses dan
setelah komponen tersebut diproses serta banyaknya unit tiap komponen. Papan belakang dibuat sebanyak 1 unit dengan ukuran terima (50 x 33 x 2) cm, kemudian diproses sampai menjadi ukuran
pakai (44 x 30 x 2) cm. Papan
samping dibuat sebanyak 2 unit dengan ukuran terima (33 x 20
x 2) cm, kemudian diproses menjadi
ukuran pakai (30 x 18 x 2)
cm. Papan alas dibuat
sebanyak 1 unit dengan ukuran terima (44 x 22 x 3) cm, kemudian diproses menjadi ukuran pakai (40
x 18 x 2) cm. Papan depan sebanyak 1 unit dengan ukuran terima (44
x 8 x 2) cm, kemudian diproses
menjadi ukuran pakai (40 x 5 x 2) cm. Papan sekat dibuat sebanyak 1 unit dengan ukuran terima (20
x 8 x 2) cm, kemudian diproses menjadi
ukuran pakai (16 x 5 x 2) cm.
Komponen-komponen kemudian
mengalami kegiatan seperti kegiatan operasi dan inspeksi. Tanda lingkaran
menjelaskan bahwa adanya kegiatan operasi, segi empat menjelaskan bahwa adanya
kegiatan inspeksi, segitiga terbalik menjelaskan bahwa adanya kegiatan
penyimpanan dan gabungan antara lingkaran dan persegi menjelaskan bahwa aktivitas gabungan antara
kegiatan operasi dengan inspeksi. Kegiatan operasi yang dialami pada setiap
komponen selalu bersamaan dengan keterangan proses dan alat yang digunakan
serta waktu penyelesaiannya.
Alat yang digunakan dalam
proses pembuatan rak toples
yaitu penggaris, pulpen, dan amplas. Penggaris dan dan pulpen digunakan pada saat operator
mengukur dan memberikan garis tanda pada ke enam komponen untuk menjadi tanda
bagian mana yang akan dipotong pada proses pemotongan. Amplas digunakan saat operator melakukan penghalusan pada produk setengah
jadi. Mesin yang digunakan dalam
proses pembuatan rak toples
yaitu mesin circular saw meja, dan
nail gun. Mesin circular saw meja digunakan pada saat
operator melakukan pemotongan pada benda kerja. Cara kerja dari circular saw yaitu ketika circular saw menyala dan benda kerja
didekatkan makan bilah gergaji memakan benda kerja yang ingin dipotong oleh
operator. Mesin selanjutnya yaitu nail
gun yang digunakan pada saat operator melakukan perakitan pada ke lima komponen rak toples. Cara kerja dari mesin ini yaitu mesin ini
mendapatkan bantuan dari mesin kompresor untuk dapat mengeluarkan paku dalam
daya yang kuat sehingga ketika nail gun
didekatkan pada bagian yang hendak disatukan anatara bidang yang satu dan yang
lain, paku dapat menembus bagian dari bidang yang berbeda dari beberapa
komponen yang ada. Komponen tambahan selain ke lima komponen utama yang diperlukan untuk membuat
produk ini adalah paku yang berukuran 3 cm dengan jumlah paku sebanyak 16 buah.
Proses pertama yang terjadi
pada ke lima komponen adalah
proses pengambilan ke lima
komponen dari gudang bahan baku menuju ke stasiun pengukuran. Proses kedua yaitu
pengukuran papan depan yang
dilakukan dengan menggunakan penggaris selama 0,1333 menit. Proses ke tiga adalah pengukuran papan sekat yang dilakukan dengan menggunakan penggaris selama 0,1666 menit. Proses ke empat yaitu pengukuran papan alas yang dilakukan dengan menggunakan penggaris selama 0,5 menit. Proses ke lima yaitu
pengukuran papan samping yang
dilakukan dengan menggunakan penggaris selama 0,6832 menit.. Proses
ke enam yaitu pengukuran papan belakang yang dilakukan dengan menggunakan penggaris selama 0,5166 menit. Proses selanjutnya
setelah ke lima komponen
selesai diukur adalah proses pemotongan. Proses yang ke tujuh yaitu
proses pemotongan pada papan sekat yang dilakukan dengan menggunakan Circular
saw selama 0,4166 menit.
Proses ke delapan yaitu
proses pemotongan pada papan depan yang dilakukan dengan menggunakan Circular
saw selama 0,25 menit.
Proses ke sembilan yaitu
proses pemotongan pada papan belakang yang dilakukan dengan menggunakan Circular
saw selama 0,6166 menit.
Proses ke sepuluh yaitu
proses pemotongan pada papan samping yang dilakukan dengan menggunakan Circular
saw selama 1,0166 menit.
Proses ke sebelas yaitu
proses pemotongan pada papan alas yang dilakukan dengan menggunakan Circular
saw selama 0,9166 menit.
Proses selanjutnya setelah ke lima komponen selesai dipotong adalah merakit
komponen papan samping dengan komponen papan belakang. Proses perakitan ini menggunakan nail gun dan membutuhkan paku berukuran 3 cm sebanyak 6 buah dengan waktu
berlangsung selama 0,7 menit. Proses
ke tiga belas yaitu papan belakang dan papan samping yang telah dirakit kemudian dirakit kembali
dengan papan alas. Proses
perakitan ini menggunakan nail
gun dan membutuhkan paku 3 cm sebanyak 6 buah. Proses perakitan antara rangkaian A dengan
papan alas berlangsung selama
1,2832 menit. Proses ke empat belas yaitu rangkaian B yang telah
dirakit kemudian dirakit kembali dengan papan depan. Proses perakitan ini menggunakan nail gun dan membutuhkan paku 3 cm sebanyak 2 buah. Proses perakitan antara rangkaian B dengan
papan depan berlangsung
selama 0,4666 menit. Proses
ke lima belas yaitu rangkaian
C yang telah dirakit kemudian dirakit kembali dengan papan sekat. Proses perakitan ini menggunakan nail gun dan membutuhkan paku 3 cm sebanyak 2 buah. Proses perakitan antara rangkaian C dengan
papan sekat berlangsung
selama 0,6166 menit.
Kelima komponen yang telah
selesai dirakit kemudian dihaluskan dengan menggunakan amplas. Tujuan proses penghalusan pada produk
setengah jadi adalah untuk mengahaluskan permukaan rak toples yang masih terlihat kasar. Proses ke enam belas adalah proses penghalusan yang
dilakukan selama 0,9 menit.
Setelah semua proses dialami oleh produk rak toples, produk tersebut kemudian disimpan di dalam
gudang barang jadi.
Bagian bawah pada kiri peta
terdapat sebuah tabel yang berisi ringkasan yang terdiri dari kegiatan, jumlah,
dan waktu. Ringkasan kegiatan berisi tentang apa saja kegiatan yang dilakukan,
ringkasan jumlah berisi tentang jumlah pada setiap kegiatan, dan ringkasan
waktu dalam satuan menit berisi
banyaknya waktu yang diperlukan untuk membuat sebuah produk pada peta proses
operasi. Peta proses operasi pembuatan produk rak toples ini terdapat 15 kegiatan operasi dan 5 kegiatan inspeksi atau pemeriksaan dengan total
kegiatan sebanyak 20 dan
waktu total pengerjaan produk rak toples sebesar 9,1825 menit.
5.2.1.2.
Peta Aliran Proses
Peta aliran proses adalah
suatu diagram yang menunjukan urutan-urutan dari operasi, pemeriksaan,
transportasi, menunggu dan penyimpanan yang terjadi selama suatu proses atau
prosedur berlangsung. Peta aliran proses dan peta proses operasi
memiliki perbedaan antara satu dengan yang lainnya. Perbedaan tersebut adalah peta aliran proses memperlihatkan semua aktivitas dasar, termasuk transportasi,
menunggu, menyimpan, sementara
pada peta proses operasi terbatas pada operasi dan pemeriksaan saja. Peta aliran proses menganalisis setiap
komponen yang diproses secara lebih lengkap dibanding peta proses operasi, dan
memungkinkan untuk digunakan disetiap proses atau prosedur, baik dipabrik atau
dikantor. Peta aliran proses memiliki beberapa keguanaan, yaitu
mengetahui aliran bahan dari awal masuk dalam suatu proses sampai aktivitas
terakhir, memberikan waktu penyelesaian suatu proses, mengetahui jumlah kegiatan
yang dialami bahan, serta alat untuk melakukan perbaikan-perbaikan proses dan
metode kerja. Peta aliran proses dari
pembuatan produk rak toples terdiri
dari lima buah peta, yaitu peta aliran proses papan belakang, peta aliran proses samping, peta aliran proses papan alas, peta aliran proses papan depan, dan peta aliran proses papan sekat. Berikut gambar peta aliran proses dari
setiap komponen pada produk rak toples.

Gambar
5.2 Peta Aliran Proses Papan Belakang

Gambar
5.3 Peta Aliran Proses Papan Samping

Gambar 5.4 Peta Aliran
Proses Papan Alas

Gambar
5.5 Peta
Aliran Proses Papan Depan

Gambar 5.6 Peta Aliran Proses Papan Sekat
Peta aliran proses
menggambarkan serangkain proses yang terjadi pada satu komponen tertentu. Peta
aliran proses menggambarkan lima buah proses, yaitu operasi, inspeksi,
penyimpanan, menunggu dan transportasi. Peta aliran proses juga menjabarkan
mengenai waktu tiap proses serta jarak perpindahan tempat yang terjadi pada
setiap prosesnya.
Gambar 5.2 merupakan gambar
peta aliran proses komponen papan belakang. Komponen papan belakang merupakan komponen yang paling banyak mendapatkan
perlakuan dibandingkan dengan komponen lainnya sehingga komponen ini harus
dipetakan terlebih dahulu. Peta aliran proses terdiri dari beberapa bagian
yaitu bagian kepala peta, isi peta dan ringkasan peta. Kepala peta aliran
proses terletak dibagian paling atas yang diisi dengan penjelasan berupa nama
peta tersebut yaitu Peta Aliran Proses. Bagian kanan atas terdapat keterangan berupa pekerjaan yang dilakukan yaitu
pembuatan papan belakang
sebanyak 1 unit, nomor peta
yang tertera yaitu nomor 2, kolom orang-bahan-kertas yang dipilih untuk
dicentang yaitu kolom bahan, kolom sekarang dan usulan yang dipilih untuk
dicentang yaitu kolom sekarang, dipetakan oleh kelompok 7 dan tanggal dibuatnya peta tersebut yaitu tanggal
06 November 2019.
Bagian bawah merupakan isi
yang terdapat rincian dari proses yang dialami komponen disertai dengan jarak
dan waktu yang diperlukannya. Uraian yang pertama dapat dilihat bahwa komponen 1 sampai 5 berada di gudang bahan baku, komponen
yang berada di gudang bahan baku sebanyak 8 unit. Uraian yang ke dua, komponen 1 sampai 5 sebanyak 8 unit dipindahkan menuju stasiun pengukuran yang berjarak 1 meter dari gudang bahan baku dengan waktu
perpindahan sebesar 0,1000
menit. Uraian yang ke tiga dijelaskan bahwa papan belakang menunggu komponen 2 sampai 5 sebanyak 7 unit diukur dengan menggunakan penggaris selama 1,4831 menit. Uraian yang ke empat dijelaskan bahwa papan belakang sebanyak 1 unit diukur dengan menggunakan penggaris selama 0,2666 menit. Pada uraian yang ke lima dijelaskan bahwa
komponen 1 sampai 5 sebanyak 8 unit dipindahkan menuju stasiun
pemotongan yang berjarak 3
meter dari stasiun pengukuran dengan waktu perpindahan selama 0,15 menit. Uraian ke enam papan belakang menunggu komponen 4 dan 5 sebanyak 2 unit untuk dipotong dengan menggunakan circular
saw dan diperiksa selama 0,6666 menit. Uraian ke tujuh dijelaskan
bahwa papan belakang sebanyak
1 unit dipotong dengan
menggunakan circular saw dan
diperiksa selama 0,5 menit. Uraian ke delapan papan belakang menunggu komponen 2 dan 3 sebanyak 5 unit untuk
dipotong dengan menggunakan circular saw
dan diperiksa selama 1,9332
menit. Uraian ke sembilan
dijelaskan bahwa komponen 1 sampai 5 sebanyak 8 unit kemudian
dipindahkan menuju stasiun perakitan yang berjarak 2 meter dari stasiun
pemotongan dengan waktu perpindahan selama 0,1166 menit. Uraian ke sepuluh
dijelaskan bahwa papan belakang sebanyak 1 unit dirakit
dengan komponen 2 yaitu papan samping sebanyak 2 unit dengan
total unit menjadi 3 menggunakan nail gun
selama 0,7 menit. Uraian yang ke sebelas dijelaskan bahwa rangkaian 1 yang merupakan rangkaian antara papan belakang dan papan samping dirakit lagi dengan komponen 3 yaitu papan alas dengan total unit sebanyak 3 menggunakan nail gun selama 1,2832 menit. Uraian ke dua
belas dijelaskan bahwa rangkaian 2 yang merupakan rangkaian antara rangkaian
A dengan papan alas dirakit
lagi dengan komponen 4 yaitu papan depan dengan total unit sebanyak 2 menggunakan nail gun selama 0,4666 menit. Pada uraian ke tiga belas dijelaskan bahwa rangkaian 3 yang merupakan rangkaian antara rangkaian
B dengan papan depan dirakit
lagi dengan komponen 5 yaitu papan sekat dengan total unit sebanyak 2 menggunakan nail gun selama 0,5166 menit. Uraian ke empat
belas dijelaskan bahwa rak toples sebanyak 1 unit yang telah dirakit
dipindahkan menuju stasiun penghalusan yang berjarak 1 meter dari stasiun
perakitan dengan waktu perpindahan selama 0,1000 menit. Uraian ke lima belas dijelaskan bahwa rak toples sebanyak 1 unit dihaluskan dengan menggunakan amplas
kemudian diperiksa selama 0,8000 menit. Uraian ke enam belas dijelaskan bahwa rak toples
sebanyak 1 unit yang telah diamplas
kemudian dipindahkan menuju gudang
barang jadi yang berjarak 1
meter dari stasiun penghalusan dengan waktu perpindahan selama 0,1000 menit. Uraian terahkir yaitu uraian ke tujuh belas, rak toples sebanyak 1 unit kemudian disimpan di dalam gudang
barang jadi. Bagian kiri atas menunjukan ringkasan dari total proses, yaitu operasi
sebanyak 7 kali dengan total
waktu 4,5333 menit, inspeksi
sebanyak 6 kali, transportasi sebanyak 5 kali dengan total waktu 0,5666 menit, menunggu sebanyak 3 kali dengan total waktu 4,0829 menit, dan penyimpanan sebanyak 2 kali. Terdapat pula
informasi mengenai jarak total perpindahan yang dialami bahan selama proses
pembuatan produk yaitu sebesar 8 meter.
Gambar 5.3 merupakan gambar
peta aliran proses komponen papan depan. Peta aliran proses terdiri dari beberapa bagian yaitu bagian kepala peta,
isi peta dan ringkasan peta. Kepala peta aliran proses terletak dibagian paling
atas yang diisi dengan penjelasan berupa nama peta tersebut yaitu Peta Aliran
Proses. Pada bagian kanan atas terdapat keterangan berupa pekerjaan yang
dilakukan yaitu pembuatan papan depan sebanyak 1 unit, nomor peta yang tertera yaitu nomor 5, kolom orang-bahan-kertas yang dipilih
untuk dicentang yaitu kolom bahan, kolom sekarang dan usulan yang dipilih untuk
dicentang yaitu kolom sekarang, dipetakan oleh kelompok 7 dan tanggal dibuatnya peta tersebut yaitu tanggal
06 November 2019. Bagian bawah merupakan bagian isi yang
terdapat rincian dari proses yang dialami komponen disertai dengan jarak dan
waktu yang diperlukannya. Uraian
yang pertama dapat dilihat bahwa komponen 1 sampai 5 berada di gudang bahan baku, komponen yang berada
di gudang bahan baku sebanyak 8 unit. Uraian yang ke
dua, komponen 1 sampai 5
sebanyak 8 unit dipindahkan
menuju stasiun pengukuran yang berjarak 1 meter dari gudang bahan baku dengan waktu perpindahan sebesar 0 menit. Uraian yang ke tiga dijelaskan bahwa papan depan sebanyak 1 unit diukur dengan menggunakan
penggaris selama 0,1333 menit. Uraian yang ke empat dijelaskan bahwa papan depan menunggu komponen 2 sampai 5 diukur dengan total unit yaitu 7 dengan menggunakan penggaris selama 1,6164 menit. Uraian ke lima dijelaskan
bahwa komponen 1 sampai 5
sebanyak 8 unit dipindahkan
menuju stasiun pemotongan yang berjarak 3 meter dari stasiun pengukuran dengan waktu perpindahan selama 0 menit. Uraian ke enam dijelaskan bahwa papan depan menunggu komponen 5 dipotong dengan total unit yaitu 2 dengan menggunakan circular saw dan diperiksa selama 0,25 menit. Uraian ke tujuh dijelaskan
bahwa papan depan sebanyak 1
unit dipotong dengan menggunakan circular
saw dan diperiksa selama 0,25 menit. Uraian ke delapan dijelaskan bahwa papan depan menunggu komponen 1 sampai 4 dipotong dengan total unit yaitu 5 dengan menggunakan circular saw
dan diperiksa selama 2,4332
menit. Uraian ke sembilan dijelaskan bahwa komponen 1 sampai 5 sebanyak 8 unit dipindahkan menuju stasiun perakitan yang
berjarak 2 meter dari stasiun pemotongan dengan waktu perpindahan selama 0
menit. Bagian
kiri atas menunjukan ringkasan dari total proses, yaitu operasi sebanyak 2 kali
dengan total waktu 0,3833
menit, inspeksi sebanyak 1 kali, transportasi sebanyak 3 kali dengan total
waktu 0 menit, menunggu sebanyak 3 kali dengan total waktu 3,4662 menit, dan penyimpanan sebanyak 1 kali. Terdapat pula informasi mengenai jarak total perpindahan yang
dialami bahan selama proses pembuatan produk yaitu sebesar 6 meter.
5.2.1.3.
Peta
Proses Kelompok Kerja
Peta proses
kelompok kerja merupakan suatu kumpulan dari beberapa peta aliran proses yang
menunjukkan seri kerja dari seorang operator. Peta ini dapat digunakan dalam
suatu tempat kerja dimana untuk melaksanakan pekerjaan tersebut memerlukan
kerjasama yang baik dari sekelompok pekerja. Berikut merupakan Gambar 5.7
sampai dengan gambar 5.9 yaitu peta kelompok kerja pada proses pembuatan produk
rak toples.

Gambar 5.7 Peta Proses
Kelompok Kerja pada Stasiun Pengukuran dan Pemotongan
Pada Gambar 5.7 Peta Proses Kelompok Kerja pada bagian kepala memberikan
informasi berupa pekerjaan yaitu menunjukan papan yang sedang diproses.
Berdasarkan informasi tersebut pekerjaan dilakukan pada papan depan. Departemen
menunjukan tempat stasiun proses. Departemen papan depan dilakukan di
departemen mengukur ke memotong. Nama pekerja merupakan nama operator yang
melakukan proses penukuran dan pemotongan. Proses mengukur dilakukan oleh
operator yang bernama Zayn dan proses memotong dilakukan oleh operator yang
bernama Shawn. Nomor peta pada peta proses kelompok kerja papan depan adalah
nomor 10 urutan dari peta proses operasi dan peta aliran proses. Selanjutnya
terdapat pilihan peta sekarang dan usulan. Peta sekarang dipilih karena tidak
adanya pembuatan peta sebelumnya. Berikutnya yaitu pembuat peta dan tanggal
dipetakan. Berdasarkan informasi tersebut peta dibuat oleh kelompok 7 dan
tanggal dibuatnya peta yaitu pada tanggal 06 November 2019.
Bagian uraian pekerjaan terdapat 3 lambang ASME yaitu operasi,
transportasi dan delay. Operasi menunjukan aktifitas operator tersebut, transportasi
menunjukan waktu dan jarak perpindahan operator dan delay menunjukan operator yang bekerja karena menunggu operator
lainnya begitu sebaliknya. Uraian pekerjaan dilihat dari atas ke bawah atau
selang-seling antar operator. Penomoran pada suatu aktivitas operasi,
transportasi dan delay diberikan
secara berurutan sesuai dengan urutannya. Peta proses kelompok kerja pada papan
depan uraian pekerjaan diawali dengan transportasi bahan dari gudang bahan baku
ke stasiun pengukuran yang dikerjakan oleh operator Zayn, karena transportasi
tersebut merupakan transportasi yang pertama maka diberi angka 1 pada lambang
transportasi dan jarak total pada transportasi yaitu 1 m. Operator Shawn
menunggu operator Zayn pada saat transportasi, maka diberi lambang delay dengan diberi nomor 1. Berikutnya
operator Zayn melakukan operasi berupa mengukur papan depan diberi lambang
lingkaran nomor 1 dengan total waktu yaitu 0,1333, saat proses pengukuran
tersebut operator Shawn delay dengan
diberi nomor 2. Selanjutnya proses papan depan delay karena menunggu
komponen papan lainnya dipotong oleh operator Shawn dengan waktu total yaitu
1,6164. Operator Shawn delay saat operator Zayn melakukan pengukuran
papan lainnya. Operator Zayn membawa papan depan ke
stasiun pemotongan dengan lambang transportasi diberi nomor 2 dengan jarak 3 m,
dalam proses transportasi tersebut operator Shawn delay dengan diberi nomor 5. Proses papan depan delay
karena menunggu komponen papan sekat dipotong oleh operator Shawn dengan waktu
total yaitu 0,4166. Operator Zayn delay saat operator Shawn melakukan
proses pemotongan papan sekat yang diberi lambang delay dan nomor 6. Operator Shawn melakukan proses pemotongan papan
depan dengan lambang operasi yang diberi nomor 2 dengan waktu total yaitu 0,25.
Berikutnya Proses papan depan delay karena menunggu komponen papan
lainnya dipotong oleh operator Shawn dengan waktu total yaitu 2,4332. Operator
Zayn delay saat operator Shawn melakukan proses pemotongan papan lainnya
yang diberi lambang delay dan nomor
8. Kemudian operator Shawn membawa papan
depan dan papan lainnya ke stasiun perakitan dengan lambing transportasi diberi
nomor 3 dengan jarak 2m, dalam proses transportasi tersebut operator Zayn delay
dengan diberi nomor 9.
Berdasarkan penjabaran uraian pekerjaan dalam satu
siklus maka dapat menilai besarnya persentase antara waktu kerja dan waktu
menganggur antara operator. Operator Zayn dengan kegiatannya mengukur pada
waktu kerja mendapatkan 2,7487% dari waktu total, sedangkan untuk waktu
menganggur mendapatkan 76,6305 % dari waktu total. Operator Shawn dengan
kegiatannya memotong mendapatkan waktu kerja sebesar 5,1551 % dari waktu total,
sedangkan waktu menganggur sebesar 94,8448% dari waktu total.
Bagian bawah dari uraian kegiatan
merupakan penjabaran dari uraian kegiatan agar lebih mudah dipahami. Setiap
lambang dijabarkan dan dijelaskan sesuai dengan urutan kegiatan operator.
Ringkasan pada peta proses
kelompok kerja memberikan informasi banyaknya jumlah lambang dan waktu total
dari masing-masing lambang tersebut. Banyaknya operasi pada papan depan
berjumlah 2 dengan waktu total sebesar 0,3833. Pemeriksaan pada papan depan
berjumlah 0, karena pada peta proses operasi merupakan lambang aktivitas
gabungan yang artinya aktivitas operasi dan pemeriksaan dilakukan secara
bersamaan maka waktu total pada operasi sudah meliputi waktu pemeriksaan.
Transportasi berjumlah 3 dengan waktu total sebesar 0 menit. Banyaknya menunggu
pada papan depan berjumlah 9 dengan waktu total sebesar 4,8495 menit. Jarak
total stasiun dari penjumlahan gudang bahan baku hingga stasiun perakitan pada
proses produk rak toples sebesar 6 meter.

Gambar 5.8 Peta Proses Kelompok Kerja pada Stasiun Pemotongan dan Perakitan
Peta proses kelompok kerja pada
Gambar 5.8 menunjukkan seri kerja dari
seorang operator. Peta ini dapat digunakan dalam suatu tempat kerja.
Pelaksanaan pekerjaan tersebut memerlukan kerja sama yang sangat baik dari
sekelompok pekerja. Pada proses pembuatan produk rak toples
seri pergantian kerja yang terjadi berada pada departemen pemotongan
dan perakitan. Operator yang memproses kelima
komponen di stasiun pemotongan
adalah Shawn, sedangkan pada saat produk diproses di
stasiun perakitan, operator yang memproses berganti dari Shawn
menjadi Zayn.
Bagian atas peta merupakan keterangan mengenai pekerjaan, departemen, nama
pekerja,nomor peta, kolom sekarang dan usulan, dipetakan oleh dan tanggal dipetakan
peta. Pada keterangan pekerjaan diisi dengan pembuatan produk rak toples.
Pada keterangan departemen diisi dengan pemotongan
dan perakitan . Pada keterangan nama pekerja diisi
dengan Shawn dan Zayn. Keterangan
nomor peta diisi dengan 12. Kolom sekarang dan usulan diisi dengan
centang hanya pada kolom sekarang. Keterangan dipetakan
oleh diisi dengan kelompok 7 dan yang terahkir yaitu tanggal dipetakan
peta diisi dengan tanggal 06 November 2019.
Bagian isi
terdapat uraian pekerjaan selama satu siklus yang dilakukan oleh kedua operator
dengan kedua baris yang berbeda. Pada baris pertama, pekerja yang melakukan
pekerjaan terlebih dahulu yaitu Shawn. Shawn melakukan
berbagai macam proses pada stasiun pemotongan dimulai dari proses transportasi dari stasiun sebelumnya
dengan total waktu transportasi yaitu 0,15 menit. Selanjutnya operator Shawn
melakukan proses operasi pemotongan komponen produk rak toples dengan total
waktu yaitu 0,5 menit, dalam proses tersebut operator Zayn mengalami delay
atau menunggu. Operator Shawn membawa produk ke stasiun perakitan dengan jarak 2 m, dalam proses transportasi
tersebut operator Zayn mengalami delay. Perakitan pertama yang dilakukan oleh
operator Zayn yaitu merakit komponen papan belakang dan papan depan dengan
total waktu 0,7, dalam proses transportasi tersebut operator Shawn mengalami delay. Selanjutnya operator Zayn merakit
komponen 1 dan papan alas dengan total waktu 1,2832, dalam proses transportasi
tersebut operator Shawn mengalami delay.
Operator Zayn merakit komponen 2 dan papan depan dengan total waktu 0,4666 , dalam
proses transportasi tersebut operator Shawn mengalami delay. Kompoenen yang
terakhir dirakhir oleh operator Zayn merakit komponen 3 dan papan sekat
dengan total waktu 0,5166, dalam proses transportasi tersebut operator Shawn
mengalami delay. Terakhir operator
Zayn melakukan proses transportasi
ke stasiun penghalusan dengan
total waktu 0,1 menit
dengan jarak 1 m dan proses delay atau menunggu pekerjaan yang dilakukan oleh operator
Shawn.
Operator Shawn dengan kegiatannya memotong pada waktu kerja mendapatkan
20 % dari waktu total, sedangkan untuk waktu menganggur mendapatkan 80 % dari
waktu total. Operator Zayn dengan kegiatannya merakit mendapatkan waktu kerja
sebesar 80 % dari waktu total, sedangkan waktu menganggur sebesar 20 % dari
waktu total.
Ringkasan pada peta proses kelompok kerja memberikan informasi banyaknya
jumlah lambang dan waktu total dari masing-masing lambang tersebut. Banyaknya
operasi pada stasiun memotong dan merakit berjumlah 2 dengan waktu total
sebesar 3,4664. Transportasi berjumlah 3 dengan waktu total sebesar 0,3666
menit. Banyaknya menunggu pada papan depan berjumlah 5 dengan waktu total
sebesar 43,833 menit. Jarak total stasiun dari statiun pemotongan hingga
stasiun perakitan pada proses produk rak toples sebesar 6 meter.

Gambar 5.9 Peta Proses Kelompok Kerja pada Stasiun Perakitan dan Penghalusan
Peta proses kelompok kerja pada
Gambar 5.9 menunjukkan seri kerja dari
seorang operator. Peta ini dapat digunakan dalam suatu tempat kerja.
Pelaksanaan pekerjaan tersebut memerlukan kerja sama yang sangat baik dari
sekelompok pekerja. Pada proses pembuatan produk rak toples
seri pergantian kerja yang terjadi berada pada departemen perakitan
dan penghalusan. Operator yang memproses kelima
komponen di stasiun perakitan adalah Zayn,
sedangkan pada saat produk diproses di stasiun penghalusan,
operator yang memproses berganti dari Zayn menjadi Shawn.
Bagian atas peta merupakan keterangan mengenai pekerjaan, departemen, nama
pekerja,nomor peta, kolom sekarang dan usulan, dipetakan oleh dan tanggal
dipetakan peta. Pada keterangan pekerjaan diisi dengan pembuatan produk rak toples.
Pada keterangan departemen diisi dengan pemotongan
dan perakitan . Pada keterangan nama pekerja diisi
dengan Zayn dan Shawn. Pada keterangan
nomor peta diisi dengan 13. Kolom sekarang dan usulan diisi dengan
centang hanya pada kolom sekarang. Pada keterangan dipetakan oleh diisi dengan
kelompok 7 dan yang terahkir yaitu tanggal dipetakan peta
diisi dengan tanggal 06 November 2019.
Pada bagian isi terdapat uraian pekerjaan selama satu siklus yang dilakukan
oleh kedua operator dengan kedua baris yang berbeda. Pada baris pertama,
pekerja yang melakukan pekerjaan terlebih dahulu yaitu Zayn. Zayn melakukan berbagai macam proses pada stasiun perakitan
dimulai dari proses transportasi dari stasiun sebelumnya dengan total waktu
transportasi yaitu 0,1166 menit. Selanjutnya operator Zayn
melakukan proses operasi perakitan kelima
komponen, perakitan pertama yang dilakukan oleh operator Zayn yaitu
merakit komponen papan belakang dan papan depan dengan total waktu 0,7, dalam
proses transportasi tersebut operator Shawn mengalami delay. Selanjutnya operator Zayn merakit komponen 1 dan papan alas
dengan total waktu 1,2832, dalam proses transportasi tersebut operator Shawn
mengalami delay. Operator Zayn
merakit komponen 2 dan papan depan dengan total waktu 0,4666 , dalam proses
transportasi tersebut operator Shawn mengalami delay. Kompoenen yang
terakhir dirakhir oleh operator Zayn merakit komponen 3 dan papan sekat
dengan total waktu 0,5166, dalam proses transportasi tersebut operator Shawn
mengalami delay.. Operator Zayn
membawa produk ke stasiun penghalusan
dengan jarak 1 m dan waktu total yaitu 0,1, dalam proses transportasi
tersebut operator Shawn mengalami delay.
Berikutnya operator Shawn operasi penghalusan produk rak toples dengan waktu
total yaitu 0,8 menit, dalam proses tersebut operator Zayn mengalami delay.
Terakhir operator Shawn membawa produk rak toples ke tempat penyimpanan bahan
jadi dengan jarak 1 m dan waktu total yaitu 0,1 menit.
Berdasarkan penjabaran uraian
pekerjaan dalam satu siklus maka dapat menilai besarnya persentase antara waktu
kerja dan waktu menganggur antara operator. Operator Zayn dengan kegiatannya
merakit pada waktu kerja mendapatkan 77,9573 % dari waktu total, sedangkan
untuk waktu menganggur mendapatkan 22,0426 % dari waktu total. Operator Shawn
dengan kegiatannya menghaluskan mendapatkan waktu kerja sebesar 22,0426 % dari
waktu total, sedangkan waktu menganggur sebesar 77,9573 % dari waktu total.
Bagian bawah dari uraian kegiatan
merupakan penjabaran dari uraian kegiatan agar lebih mudah dipahami. Setiap
lambang dijabarkan dan dijelaskan sesuai dengan urutan kegiatan operator.
Ringkasan pada peta proses
kelompok kerja memberikan informasi banyaknya jumlah lambang dan waktu total
dari masing-masing lambang tersebut. Banyaknya operasi pada stasiun merakit dan
menghaluskan berjumlah 2 dengan waktu total sebesar 3,7664. Transportasi
berjumlah 3 dengan waktu total sebesar 0,3166 menit. Banyaknya menunggu pada
papan depan berjumlah 5 dengan waktu total sebesar 4,083 menit. Jarak total
stasiun dari statiun perakitan hingga stasiun penghalusan pada proses produk
rak toples sebesar 4 meter.
5.2.1.4
Diagram Aliran
Diagram aliran
merupakan diagram yang menunjukan
tata letak proses terjadi. Diagram alir akan memperjelas letak setiap proses
yang telah dijelaskan dalam peta aliran proses. Berikut merupakan diagram
aliran dari setiap komponen pada pembuatan produk rak toples terdiri dari 5 peta yaitu diagram aliran pembuatan papan belakang, diagram aliran pembuatan papan samping, diagram aliran pembuat papan alas, diagram aliran pembuatan papan depan, dan diagram aliran pembuatan papan sekat

Gambar 5.10 Diagram Aliran Papan Belakang

Gambar 5.11 Diagram Aliran Papan Samping

Gambar 5.12 Diagram Aliran Papan Alas

Gambar 5.13 Diagram Aliran Papan Depan

Gambar 5.14 Diagram Aliran Papan Sekat
Diagram aliran menunjukan letak proses
dari pembuatan produk rak toples. Bagian atas peta merupakan kepala peta yang ditunjukkan pada bagian
paling atas kemudian dibawahnya terdapat keterangan mengenai objek peta, orang
yang memetakan peta, tanggal dibuatnya peta dan jenis peta yang dibuat. Bagian bawah dari kepala peta dilanjutkan
dengan pembagian peta menjadi beberapa bagian yang merupakan ruangan-ruangan yang
digunakan pada saat proses pembuatan produk rak toples. Urutan atau aliran dari setiap lambang
menunjukan tahap-tahap yang dilakukan dan tempat yang dimasuki komponen secara
berurutan. Bagian tersebut merupakan isi peta dari diagram aliran.
Gambar 5.10 merupakan gambar diagram alir pembuatan komponen papan belakang. Diagram aliran terdapat
beberapa bagian yang berbeda yaitu bagian kepala peta dengan isi peta. Pada
bagian kepala peta gambar 5.10 bagian paling atas diisi dengan judul dari peta tersebut yaitu Diagram
Aliran. Bagian bawah dari
judul peta kemudian diikuti dengan pekerjaan yang diiisi dengan pembuatan papan
samping, nomor peta yang diisi dengan nomor 14, kolom sekarang dan usulan yang diisi dengan
dicentang pada kolom sekarang, dipetakan oleh yang diiisi dengan kelompok 7,
dan tanggal dipetakan yang diisi
dengan tanggal 06 November
2019.
Bagian isi diagran aliran terdapat 6 tempat pemrosesan, yaitu gudang bahan baku,
stasiun pengukuran, stasiun pemotongan, stasiun perakitan,
stasiun penghalusan, dan
gudang barang jadi. Gudang
bahan baku terdapat satu proses penyimpanan. Stasiun pengukuran terdapat satu proses operasi dengan nomor urut 1 dan satu proses delay dengan nomor urut 1.
Stasiun pemotongan
terdapat satu proses operasi dengan nomor urut 2, satu proses
pemeriksaan dengan nomor urut 1, satu
proses delay dengan nomor urut 2. Stasiun perakitan terdapat empat proses operasi dengan nomor urut 3, 4, 5, 6, empat proses pemerikasaan dengan nomor urut 2, 3, 4, 5. Stasiun penghalusan terdapat
satu proses operasi dengan nomor urut 7 dan 1 proses pemeriksaan dengan nomor 6. Stasiun terahkir yaitu stasiun gudang barang jadi terdapat proses
penyimpanan produk yang telah jadi. Dalam peta ini terdapat 5 proses
transpotasi dari stasiun yang satu
ke stasiun berikutnya.
Gambar 5.11 merupakan gambar diagram alir pembuatan komponen papan samping. Diagram aliran terdapat
beberapa bagian yang berbeda yaitu bagian kepala peta dengan isi peta. Bagian kepala peta gambar 5.11 bagian paling atas diisi dengan judul dari
peta tersebut yaitu Diagram Aliran. Bagian bawah dari judul peta kemudian diikuti dengan pekerjaan yang diiisi
dengan pembuatan papan samping, nomor peta yang diisi dengan nomor 15, kolom sekarang dan usulan yang diisi dengan
dicentang pada kolom sekarang, dipetakan oleh yang diiisi dengan kelompok 67 dan tanggal dipetakan yang diisi dengan
tanggal 7 November 2019.
Bagian isi diagran aliran terdapat 6 tempat
pemrosesan, yaitu gudang bahan baku, stasiun pengukuran, stasiun
pemotongan, stasiun perakitan, stasiun penghalusan
dan gudang barang jadi. Diagram aliran komponen papan samping, komponen hanya diproses dari gudang
bahan baku sampai ke stasiun perakitan. Gudang bahan baku terdapat satu proses penyimpanan. Stasiun pengukuran terdapat satu proses delay dengan nomor urut 1, satu proses operasi dengan nomor urut 1
dan satu proses delay dengan nomor urut 2. Stasiun
pemotongan terdapat satu
proses delay dengan nomor urut 3,
satu proses operasi dengan nomor urut 2, satu proses pemeriksaan dengan nomor urut
1, dan satu
proses delay dengan nomor urut 4. Stasiun perakitan, komponen papan samping menunggu komponen lain untuk kemudian
dirakit menjadi produk setengah jadi. Dalam peta ini terdapat 3 proses transpotasi dari stasiun yang satu ke stasiun berikutnya.
5.2.2.
Peta Kerja Setempat
Kerja setempat terjadi dalam
suatu stasiun kerja. Kegiatan ini hanya melibatkan orang dan fasilitas dalam
jumlah yang terbatas untuk membuat suatu produk. Kegiatan kerja setempat,
meliputi peta pekerja dan mesin serta peta tangan kanan dan tangan kiri. Peta kerja setempat yang dibuat pada proses pembuatan produk rak
toples terdiri atas peta pekerja dan
mesin serta peta tangan kanan dan tangan kiri. Berikut penjelasan dan hasil
pemetaan yang telah dibuat serta pembahasan dan analisis dari masing-masing peta.
5.2.2.1
Peta Pekerja dan Mesin
Peta pekerja dan mesin
merupakan peta yang menggambarkan kerja kombinasi antara mesin dan operator.
Informasi paling penting yang diperoleh melalui peta pekerja dan mesin ialah
hubungan antara waktu kerja operator dan waktu operasi mesin yang ditanganinya.
Lambang-lambang yang digunakan pada peta pekerja dan mesin ada tiga yaitu,
menunjukkan waktu menganggur, menunjukkan waktu kerja tak bergantung (independent),
dan menunjukkan waktu kerja kombinasi. Proses pembuatan rak toples menggunakan mesin circularsaw,
mesin nail gun dan kompresor. Berikut peta pekerja dan mesin pada
proses pembuatan produk rak toples.
Peta pekerja dan mesin
merupakan peta yang menggambarkan keselarasan dari pekerja dan mesin yang digunakan.
Bagian atas peta menunjukan keterangan peta seperti aktivitas yang dikerjakan,
orang yang memetakan, nomer peta serta tanggal dibuatnya peta tersebut. Peta
pekerja dan mesin hanya dibuat untuk aktivitas yang dilakukan dengan bantuan
mesin, oleh karenanya pada proses pembuatan produk rak toples terdapat 9 peta karena ada sembilan aktivitas yang menggunakan mesin, yaitu memotong lima komponen dengan menggunakan circular saw, merakit empat komponen
dengan menggunakan mesin nail gun dan
kompresor. Terdapat beberapa bagian pada peta pekerja dan mesin yaitu bagian
kepala peta, bagian isi dan bagian ringkasan. Pada bagian kepala peta memuat
informasi berupa pekerjaan, nama mesin, mana pekerja, nomor peta, orang yang
memetakan dan tanggal dibuatnya peta tersebut. Pada bagian isi berisikan
keterangan tentang pekerjaan, nama mesin yang digunakan, lambang dan waktu.
Pada bagian ringkasan berisikan waktu menganggur, waktu bekerja, total waktu
dan persen penggunaan dari pekerja dan mesin yang digunakan.

Gambar 5.15 Peta Pekerja dan Mesin
Memotong Papan belakang
Gambar 5.15 merupakan gambar peta pekerja dan
mesin memotong papan belakang dengan menggunakan mesin circular saw meja. Pada bagian atas terdapat keterangan berupa
pekerjaan yaitu memotong papan belakang sebanyak 1 unit, nama mesin yaitu circular saw, nama
pekerja yaitu Shawn, nomer peta
19, merupakan peta sekarang, dipetakan oleh kelompok 7, dan tanggal dibuatnya peta tersebut pada
tanggal 13 November 2019. Bagian tengah
menunjukan pekerjaan apa yang
dilakukan dan juga mesin apa yang digunakan beserta waktu menganggur dan
waktunya, yaitu memotong
papan belakang menggunakan circular saw dengan
waktu 0,5 menit yang dilakukan oleh si pekerja dan mesin yang digunakan dengan
lambang putih polos yang artinya operator dan mesin bekerja secara bersamaan,
kemudian terdapat waktu komponen dibawa ke tempat perakitan yang dilakukan oleh
pekerja dengan lambang hitam yang artinya bekerja secara independen atau
sendiri dan juga mesin saat menganggur dengan lambang garis-garis yang artinya
kegiatan menganggur dengan waktu 0,1166 menit. Bagian bawah terdapat rincian waktu menaggur, waktu kerja, waktu total dan persen penggunaan dari
pekerja dan juga mesin, dimana untuk waktu menganggur pekerja selama 0 atau
tidak ada dan waktu menganggur dari mesin circular
saw selama 0,1166 menit, untuk waktu kerja dari pekerja selama 0,6166 menit
dan waktu menganggur dari mesin sebesar 0,1166 menit, kemudian untuk waktu
total dari pekerja selama 0,6166 menit dan untuk mesin selama 0,6166 menit, dan
persen penggunaan. Perhitungan persen penggunaan adalah waktu kerja dibagi
dengan total waktu dan dikalikan 100%, maka persen penggunaaan dari pekerja
sebesar 100% dan untuk mesin sebesar 81,0898%.

Gambar 5.16 Peta Pekerja dan Mesin Merakit Papan belakang
Dengan Papan Samping (Rakitan 1)
Gambar 5.16 merupakan gambar peta pekerja dan
mesin merakit papan belakang dengan
papan samping dengan mesin nail gun dan
kompresor. Pada bagian atas terdapat keterangan berupa pekerjaan yaitu merakit papan belakang
dengan papan samping (rakitan 1) sebanyak 2 unit, nama mesin yaitu nail gun dan
kompresor, nama pekerja yaitu Zayn, nomer peta 24, merupakan peta sekarang, dipetakan oleh
kelompok 7, dan tanggal dibuatnya
peta tersebut pada tanggal 13 November 2019. Bagian tengah menunjukan pekerjaan apa yang dilakukan dan
juga mesin apa yang digunakan, yaitu
merakit papan belakang dengan papan samping menggunakan nail gun dan kompresor dengan waktu 0,7
menit yang dilakukan oleh si pekerja dan mesin yang digunakan dilambangkan
dengan lambang putih yang artinya bekerja secara bersamaan. Bagian bawah terdapat rincian waktu menaggur, waktu kerja, waktu total dan
persen penggunaan dari pekerja dan juga mesin, dimana untuk waktu menganggur
pekerja dan mesin selama 0 atau tidak ada, untuk waktu kerja dari pekerja dan
mesin selama 0,7 menit, kemudian untuk waktu total dari pekerja dan mesin
selama 0,7 menit. Perhitungan persen penggunaan adalah waktu kerja dibagi
dengan total waktu dan dikalikan 100%, maka persen penggunaan dari pekerja dan
mesin sebesar 100%.

Gambar 5.17 Peta Pekerja dan Mesin Merakit rakitan 1 dengan papan alas
(Rakitan 2)
Gambar 5.17 merupakan gambar peta pekerja dan
mesin merakit rakitan 1 dengan papan
alas dengan mesin nail gun dan
kompresor. Pada bagian atas terdapat keterangan berupa pekerjaan yaitu merakit rakitan 1 papan
alas (rakitan 2) sebanyak 2 unit,
nama mesin yaitu nail gun dan
kompresor, nama pekerja yaitu Zayn, nomer peta 25, merupakan peta sekarang, dipetakan oleh
kelompok 7, dan tanggal dibuatnya peta
tersebut pada tanggal 13 November 2019. Bagian tengah menunjukan
pekerjaan apa yang dilakukan dan juga mesin apa yang digunakan, yaitu merakit papan rakitan 1 dengan
papan alas menggunakan nail gun dan
kompresor dengan waktu 1,2832 menit yang dilakukan oleh si pekerja dan mesin
yang digunakan dilambangkan dengan lambang putih yang artinya bekerja secara
bersamaan. Bagian bawah terdapat
rincian waktu menaggur, waktu
kerja, waktu total dan persen penggunaan dari pekerja dan juga mesin, dimana
untuk waktu menganggur pekerja dan mesin selama 0 atau tidak ada, untuk waktu
kerja dari pekerja dan mesin selama 1,2832 menit, kemudian untuk waktu total
dari pekerja dan mesin selama 1,2832 menit. Perhitungan persen penggunaan
adalah waktu kerja dibagi dengan total waktu dan dikalikan 100%, maka persen
penggunaan dari pekerja dan mesin sebesar 100%.

Gambar 5.18 Peta Pekerja dan Mesin Merakit rakitan 2 dengan papan depan
(Rakitan 3)
Gambar 5.18 merupakan gambar peta pekerja dan
mesin merakit rakitan 2 dengan papan depan
dengan mesin nail gun dan kompresor. Pada bagian atas terdapat keterangan berupa pekerjaan
yaitu merakit rakitan 2 papan depan (rakitan 3) sebanyak 2 unit, nama mesin yaitu nail gun dan kompresor, nama
pekerja yaitu Zayn, nomer peta
26, merupakan peta sekarang,
dipetakan oleh kelompok 7, dan
tanggal dibuatnya peta tersebut pada tanggal 13 November 2019. Bagian tengah menunjukan pekerjaan apa yang dilakukan dan
juga mesin apa yang digunakan, yaitu
merakit papan rakitan 2 dengan papan depan menggunakan nail gun dan kompresor dengan waktu
0,4666 menit yang dilakukan oleh si pekerja dan mesin yang digunakan
dilambangkan dengan lambang putih yang artinya bekerja secara bersamaan. Bagian bawah terdapat rincian waktu menaggur, waktu kerja, waktu total dan persen
penggunaan dari pekerja dan juga mesin, dimana untuk waktu menganggur pekerja
dan mesin selama 0 atau tidak ada, untuk waktu kerja dari pekerja dan mesin
selama 0,4666 menit, kemudian untuk waktu total dari pekerja dan mesin selama
0,4666 menit. Perhitungan persen penggunaan adalah waktu kerja dibagi dengan
total waktu dan dikalikan 100%, maka persen penggunaan dari pekerja dan mesin
sebesar 100%.
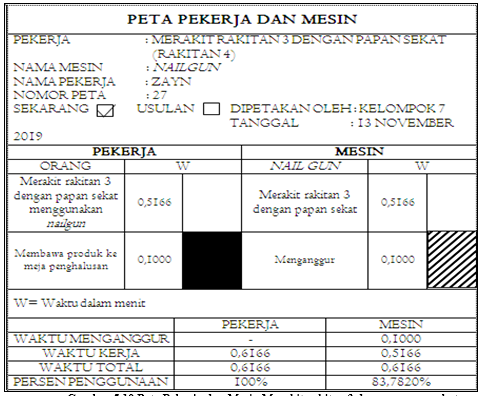
Gambar 5.19 Peta Pekerja dan Mesin Merakit rakitan 3 dengan papan sekat
(Rakitan 4)
Gambar 5.19 merupakan gambar peta pekerja dan
mesin merakit rakitan 2 dengan sekat
depan dengan mesin nail gun dan
kompresor. Pada bagian atas terdapat keterangan berupa pekerjaan yaitu merakit rakitan 3 papan
sekat (rakitan 4) sebanyak 2 unit,
nama mesin yaitu nail gun dan kompresor, nama pekerja yaitu Zayn, nomer peta 27, merupakan peta sekarang, dipetakan oleh
kelompok 7, dan tanggal dibuatnya
peta tersebut pada tanggal 13 November 2019. Bagian tengah menunjukan pekerjaan apa yang dilakukan dan
juga mesin apa yang digunakan beserta waktu menganggur dan waktunya, yaitu merakit rakitan 3 dengan
papan sekat menggunakan nail gun dan
kompresor dengan waktu 0,5166 menit
yang dilakukan oleh si pekerja dan mesin yang digunakan dengan lambang putih
polos yang artinya operator dan mesin bekerja secara bersamaan, kemudian
terdapat waktu komponen dibawa ke tempat penghalusan yang dilakukan oleh
pekerja dengan lambang hitam yang artinya bekerja secara independen atau
sendiri dan juga mesin saat menganggur dengan lambang garis-garis yang artinya
kegiatan menganggur dengan waktu 0,1000 menit. Bagian bawah terdapat rincian waktu menaggur, waktu kerja, waktu total dan persen penggunaan dari
pekerja dan juga mesin, dimana untuk waktu menganggur pekerja selama 0 atau
tidak ada dan waktu menganggur dari mesin nail
gun selama 0,1000 menit, untuk waktu kerja dari pekerja selama 0,6166 menit
dan waktu menganggur dari mesin sebesar 0,1000 menit, kemudian untuk waktu total
dari pekerja selama 0,6166 menit dan untuk mesin selama 0,5166 menit, dan persen
penggunaan. Perhitungan persen penggunaan adalah waktu kerja dibagi dengan
total waktu dan dikalikan 100%, maka persen penggunaaan dari pekerja sebesar
100% dan untuk mesin sebesar 83,7820%.
5.2.2.2
Peta Tangan Kanan dan Tangan Kiri
Peta tangan kanan dan tangan kiri
merupakan peta yang menggambarkan gerakan-gerakan yang dilakukan secara detail
selama proses pembuatan produk rak toples. Berikut merupakan peta tangan kanan dan tangan kiri dari pembuatan produk
rak toples.
Peta tangan kanan dan tangan
kiri dibuat untuk menganalisis gerakan serta mengetahui keseimbangan gerakan
dari kedua tangan. Peta ini menunjukan gerakan kedua tangan secara bersamaan
disertai dengan keterangan waktu dan jarak perpindahan yang dilakukan setiap
tangan. Terdapat 8 aktivitias yang digunakan yaitu menjangkau (Re), memegang
(G), membawa (M), memposisikan (P), menggunakan (U), melepas (Rl), menunggu
(D), memegang untuk menggunakan (H).

Gambar 5.20 Peta Tangan Kanan Dan Tangan Kiri Mengukur Papan Belakang
Pada gambar 5.20 merupakan peta tangan kanan dan tangan kiri mengukur
papan belakang. Pada peta terebut terdapat beberapa bagian yaitu bagian kepala
peta, bagian isi dan bagian ringkasan. Bagian kepala peta
merupakan keterangan atau identitas dari peta, yaitu kegiatan yang dilakukan,
departemen dari proses yang dikerjakan, orang yang memetakan, nomer peta dan
tanggal dibuatnya peta tersebut. Kemudian dilanjutkan dengan analisis gerakan
tiap prosesnya. Total waktu yang dibutuhkan diringkas dibawah peta disertai
dengan jarak totalnya. Waktu tiap siklus merupakan waktu yang dibutuhkan dalam
sekali proses pelaksanaan operasi, sedangkan jumlah unit merupakan jumlah
komponen yang dibuat dalam sekali proses. Pada bagian isi merupakan isi
dari gerakan-gerakan yang ada dipeta, terdapat gerakan untuk tangan kanan dan
tangan kiri, waktu, jarak dan lambang. Pada bagian ringkasan merupakan
keterangan jumlah waktu dan unit secara keseluruhan dari peta tersebut.
Gambar 5.20 Peta tangan kanan dan tangan kiri mengukur papan belakang
pada bagian badan peta menjelaskan informasi mengenai gerakan-gerakan yang
dilakukan oleh tangan kanan dan tangan kiri. Bagian kepala peta
merupakan keterangan atau identitas dari peta, yaitu kegiatan yang dilakukan
yaitu mengukur papan belakang sebanyak 1 unit, departemen dari proses yang dikerjakan yaitu di stasiun pengukuran, dipetakan oleh kelompok 7, dipetakan sekarang, nomer peta 32 dan tanggal dibuatnya peta tersebut pada
tanggal 13 November 2019.
Berikut analisis untuk isi peta bagian tangan kanan dan tangan kiri, yaitu gerakan
tangan kanan dan tangan kiri, jarak, waktu dan lambang dari kegiatan tersebut.
Waktu yang diperlukan untuk melakukan gerakan memegang penggaris dan pensil
dilambangkan dengan G adalah 0,0160 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang penggaris dan pensil dilambangkan G adalah 0,0500
menit. Waktu yang diperlukan untuk menggunakan pensil dilambangkan dengan U
dengan waktu adalah 0,1500 menit. Waktu yang diperlukan untuk melepas penggaris
dan pensil dilambangkan dengan Rl dengan waktu adalah 0,0160 menit. Dan waktu
menganggur pada tangan kanan adalah 0,0333 menit. Waktu yang diperlukan tangan
kanan dan tangan kiri untuk melakukan gerakan menjangkau papan belakang
dilambangkan dengan Re dengan jarak 0,05 meter adalah 0,0160 menit. Waktu yang
diperlukan untuk melakukan gerakan memegang papan belakang dilambangkan dengan
G adalah 0,0500 menit. Waktu yang diperlukan untuk melakukan gerakan memegang
papan belakang dan penggaris dilambangkan dengan G adalah 0,1500 menit. Waktu
yang diperlukan untuk melakukan gerakan memegang papan belakang dilambangkan
dengan G adalah 0,0160 menit. Waktu yang diperlukan untuk melakukan gerakan
melepaskan papan belakang dilambangkan dengan Rl adalah 0,0333 menit. Ringkasan
pada Peta Tangan Kiri dan Tangan Kanan
menunjukkan waktu tiap siklus (menit) yaitu 0,2666 dimana angka ini diperoleh
dari banyaknya waktu dalam detik yang dihabiskan dalam pengerjaan uraian
kegiatan di atas dan kemudian dibagi 60 untuk pengkonversian waktu ke menit.
Jumlah komponen tiap siklus terdapat 1 unit. Waktu untuk membuat satu komponen
(menit) 0,2666 menit.

Gambar 5.21
Peta Tangan Kanan Dan Tangan Kiri
Memotong Papan Belakang
Pada gambar 5.21 merupakan peta tangan kanan dan tangan kiri memotong
papan belakang. Pada peta terebut terdapat beberapa bagian yaitu bagian kepala
peta, bagian isi dan bagian ringkasan. Bagian kepala peta
merupakan keterangan atau identitas dari peta, yaitu kegiatan yang dilakukan,
departemen dari proses yang dikerjakan, orang yang memetakan, nomer peta dan tanggal
dibuatnya peta tersebut. Kemudian dilanjutkan dengan analisis gerakan tiap
prosesnya. Total waktu yang dibutuhkan diringkas dibawah peta disertai dengan
jarak totalnya. Waktu tiap siklus merupakan waktu yang dibutuhkan dalam sekali
proses pelaksanaan operasi, sedangkan jumlah unit merupakan jumlah komponen
yang dibuat dalam sekali proses. Pada bagian isi merupakan isi dari
gerakan-gerakan yang ada dipeta, terdapat gerakan untuk tangan kanan dan tangan
kiri, waktu, jarak dan lambang. Pada bagian ringkasan merupakan keterangan
jumlah waktu dan unit secara keseluruhan dari peta tersebut.
Gambar 5.21 Peta tangan kanan dan tangan kiri memotong papan belakang
pada bagian badan peta menjelaskan informasi mengenai gerakan-gerakan yang
dilakukan oleh tangan kanan dan tangan kiri. Bagian kepala peta
merupakan keterangan atau identitas dari peta, yaitu kegiatan yang dilakukan
yaitu mengukur papan belakang sebanyak 1 unit, departemen dari proses yang dikerjakan yaitu di stasiun pemotongan, dipetakan oleh kelompok 7, dipetakan sekarang, nomer peta 35 dan tanggal dibuatnya peta tersebut pada
tanggal 13 November 2019.
Berikut analisis untuk isi peta bagian tangan kanan dan tangan kiri, yaitu
gerakan tangan kanan dan tangan kiri, jarak, waktu dan lambang dari kegiatan tersebut.
Waktu yang diperlukan untuk melakukan gerakan menjangkau papan belakang dilambangkan
dengan Re dengan jarak 0,2 adalah 0,0083 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang papan belakang dilambangkan G adalah 0,0083 menit.
Waktu yang diperlukan untuk membawa papan belakang dilambangkan dengan M dengan
waktu adalah 0,0083 menit. Waktu yang diperlukan untuk membawa papan belakang
dilambangkan dengan M dengan waktu dengan jarak 0,2 adalah 0,0083 menit. Waktu
yang diperlukan untuk mengarahkan papan belakang dilambangkan dengan P dengan
waktu adalah 0,0166 menit. Waktu yang diperlukan untuk menggunakan circularsaw untuk memotong papan
belakang dilambangkan dengan U dengan waktu adalah 0,3504 menit. Waktu yang
diperlukan untuk membawa papan belakang dilambangkan dengan M dengan waktu dengan
jarak 0,3 adalah 0,0083 menit. Waktu yang diperlukan untuk membawa papan
belakang dilambangkan dengan M dengan waktu adalah 0,0083 menit. Waktu yang
diperlukan untuk memegang papan belakang dilambangkan dengan G dengan waktu
adalah 0,0083 menit. Waktu yang diperlukan untuk memegang papan belakang
dilambangkan dengan G dengan waktu adalah 0,0083 menit. Waktu yang diperlukan
untuk membawa papan belakang dilambangkan dengan M dengan waktu dengan jarak 0,3
adalah 0,0583 menit. Waktu yang diperlukan untuk melepaskan papan belakang
dilambangkan dengan Rl dengan waktu adalah 0,0083 menit.
Waktu yang
diperlukan tangan kiri menganggur dilambangkan dengan D adalah 0,0083 menit. Waktu
yang diperlukan menganggur dilambangkan
dengan D adalah 0,0083 menit. Waktu yang diperlukan untuk melakukan gerakan
menjangkau papan belakang dilambangkan dengan Re dengan jarak 0,2 adalah 0,0083
menit. Waktu yang diperlukan untuk melakukan gerakan memegang papan belakang dilambangkan
G adalah 0,0083 menit. Waktu yang diperlukan untuk mengarahkan papan belakang
dilambangkan dengan P dengan waktu adalah 0,0166 menit. Waktu yang diperlukan
untuk menggunakan circularsaw untuk
memotong papan belakang dilambangkan dengan U dengan waktu adalah 0,3504 menit.
Waktu yang diperlukan untuk membawa sisa potongan papan belakang dilambangkan
dengan M dengan jarak 0,3 adalah 0,0083 menit. Waktu yang diperlukan untuk melepaskan
sisa potongan papan belakang
dilambangkan dengan Rl dengan waktu dengan jarak 0,3 adalah 0,0083 menit. Waktu
yang diperlukan untuk melakukan gerakan menjangkau papan belakang dilambangkan
dengan Re dengan jarak 0,2 adalah 0,0083 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang papan belakang dilambangkan G adalah 0,0083 menit. Waktu
yang diperlukan untuk melakukan gerakan membawa papan belakang dilambangkan M
dengan jarak 0,3 adalah 0,0583 menit. Waktu yang diperlukan untuk melepaskan
papan belakang dilambangkan dengan Rl dengan waktu adalah 0,0083 menit. Ringkasan
pada Peta Tangan Kiri dan Tangan Kanan
menunjukkan waktu tiap siklus (menit) yaitu 0,5000 dimana angka ini diperoleh
dari banyaknya waktu dalam detik yang dihabiskan dalam pengerjaan uraian
kegiatan di atas dan kemudian dibagi 60 untuk pengkonversian waktu ke menit.
Jumlah komponen tiap siklus terdapat 1 unit. Waktu untuk membuat satu komponen
(menit) 0,5000 menit.

Gambar 5.22
Peta Tangan Kanan Dan Tangan Kiri
Merakit Papan Belakang Dan Papan Samping (Rakitan 1)
Pada gambar 5.22 merupakan peta tangan kanan dan tangan kiri merakit papan
belakang dan papan samping (Rakitan 1). Pada peta terebut terdapat beberapa
bagian yaitu bagian kepala peta, bagian isi dan bagian ringkasan. Bagian kepala peta merupakan keterangan atau identitas dari peta,
yaitu kegiatan yang dilakukan, departemen dari proses yang dikerjakan, orang
yang memetakan, nomer peta dan tanggal dibuatnya peta tersebut. Kemudian
dilanjutkan dengan analisis gerakan tiap prosesnya. Total waktu yang dibutuhkan
diringkas dibawah peta disertai dengan jarak totalnya. Waktu tiap siklus
merupakan waktu yang dibutuhkan dalam sekali proses pelaksanaan operasi,
sedangkan jumlah unit merupakan jumlah komponen yang dibuat dalam sekali
proses. Pada bagian isi merupakan isi dari gerakan-gerakan yang ada
dipeta, terdapat gerakan untuk tangan kanan dan tangan kiri, waktu, jarak dan
lambang. Pada bagian ringkasan merupakan keterangan jumlah waktu dan unit
secara keseluruhan dari peta tersebut.
Gambar 5.22 Peta
tangan kanan dan tangan kiri merakit papan belakang dan papan samping (Rakitan
1) pada bagian badan peta menjelaskan informasi mengenai gerakan-gerakan yang
dilakukan oleh tangan kanan dan tangan kiri. Bagian kepala peta
merupakan keterangan atau identitas dari peta, yaitu kegiatan yang dilakukan
yaitu merakit papan belakang dan papan samping sebanyak 2 unit, departemen dari proses yang dikerjakan
yaitu di stasiun perakitan, dipetakan
oleh kelompok 7, dipetakan
sekarang, nomer peta 38 dan tanggal dibuatnya peta tersebut
pada tanggal 13 November 2019.
Berikut analisis untuk isi peta bagian tangan kanan dan tangan kiri, yaitu
gerakan tangan kanan dan tangan kiri, jarak, waktu dan lambang dari kegiatan
tersebut. Waktu yang diperlukan untuk melakukan gerakan menjangkau papan
belakang dan papan samping dilambangkan dengan Re dengan jarak 0,1 adalah 0,1333
menit. Waktu yang diperlukan untuk melakukan gerakan memegang papan samping dilambangkan
G adalah 0,1166 menit. Waktu yang diperlukan untuk menjangkau nail gun dilambangkan Re dengan jarak
0,1 adalah 0,0166 menit. Waktu yang diperlukan untuk memegang nail gun dilambangkan G adalah 0,0166
menit. Waktu yang diperlukan untuk menggunakan nail gun dilambangkan U adalah 0,1586 menit. Waktu yang diperlukan
untuk melepaskan nail gun dilambangkan
Rl adalah 0,0166 menit. Waktu yang diperlukan untuk menjangkau papan samping 2
dilambangkan Re dengan jarak 0,1 adalah 0,0333 menit. Waktu menganggur dilambangkan D adalah 0,0166 menit. Waktu
yang diperlukan untuk menjangkau nail gun
dilambangkan Re dengan jarak 0,1 adalah 0,0166 menit. Waktu yang diperlukan
untuk menggunakan nail gun dilambangkan
U adalah 0,1586 menit. Waktu yang diperlukan untuk melepaskan nail gun dilambangkan Rl adalah
0,0166menit. Waktu yang diperlukan tangan kiri untuk melakukan gerakan
menjangkau papan belakang dan papan samping dilambangkan dengan Re dengan jarak
0,1 adalah 0,1333 menit. Waktu yang diperlukan untuk melakukan gerakan memegang
papan belakang dilambangkan G adalah 0,1166 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang papan belakang dilambangkan G adalah 0,0166 menit. Waktu
yang diperlukan untuk melakukan gerakan memegang papan belakang dilambangkan G
adalah 0,0166 menit. Waktu yang diperlukan untuk melakukan gerakan memegang
papan belakang dilambangkan H adalah 0,1586 menit. Waktu menganggur dilambangkan D adalah 0,0166 menit. Waktu
yang diperlukan untuk melakukan gerakan menjangkau papan samping 2 dilambangkan
Re dengan jarak 0,1 meter adalah 0,0333 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang papan samping 2 dilambangkan G adalah 0,0166 menit. Waktu yang diperlukan
untuk melakukan gerakan memegang papan samping 2 dilambangkan G adalah 0,0166 menit. Waktu yang diperlukan
untuk melakukan gerakan memegang papan samping 2 dilambangkan H adalah 0,1586 menit. Waktu menganggur dilambangkan D adalah 0,0166 menit. Ringkasan
pada Peta Tangan Kiri dan Tangan Kanan
menunjukkan waktu tiap siklus (menit) yaitu 0,7 dimana angka ini diperoleh dari
banyaknya waktu dalam detik yang dihabiskan dalam pengerjaan uraian kegiatan di
atas dan kemudian dibagi 60 untuk pengkonversian waktu ke menit. Jumlah
komponen tiap siklus terdapat 2 unit. Waktu untuk membuat satu komponen (menit)
0,7 menit.

Gambar 5.23
Peta Tangan Kanan Dan Tangan Kiri Merakit
Perakitan 3 Dan Papan Depan (Rakitan 4)
Pada gambar 5.23 merupakan peta tangan kanan dan tangan kiri merakit
perakitan 3 dan papan sekat (Rakitan 4). Pada peta terebut terdapat beberapa
bagian yaitu bagian kepala peta, bagian isi dan bagian ringkasan. Bagian kepala peta merupakan keterangan atau identitas dari peta,
yaitu kegiatan yang dilakukan, departemen dari proses yang dikerjakan, orang
yang memetakan, nomer peta dan tanggal dibuatnya peta tersebut. Kemudian
dilanjutkan dengan analisis gerakan tiap prosesnya. Total waktu yang dibutuhkan
diringkas dibawah peta disertai dengan jarak totalnya. Waktu tiap siklus
merupakan waktu yang dibutuhkan dalam sekali proses pelaksanaan operasi,
sedangkan jumlah unit merupakan jumlah komponen yang dibuat dalam sekali
proses. Pada bagian isi merupakan isi dari gerakan-gerakan yang ada
dipeta, terdapat gerakan untuk tangan kanan dan tangan kiri, waktu, jarak dan
lambang. Pada bagian ringkasan merupakan keterangan jumlah waktu dan unit
secara keseluruhan dari peta tersebut.
Gambar 5.23 Peta tangan kanan dan tangan kiri merakit perakitan 3 dan
papan sekat (Rakitan 4) pada bagian badan peta menjelaskan informasi mengenai
gerakan-gerakan yang dilakukan oleh tangan kanan dan tangan kiri. Bagian kepala peta merupakan keterangan atau identitas dari peta,
yaitu kegiatan yang dilakukan yaitu merakit perakitan 3 dan papan depan
sebanyak 1 unit, departemen dari
proses yang dikerjakan yaitu di stasiun perakitan, dipetakan oleh kelompok 7, dipetakan sekarang, nomer peta 41 dan tanggal dibuatnya peta tersebut pada
tanggal 20 November 2019.
Berikut analisis untuk isi peta bagian tangan kanan dan tangan kiri, yaitu
gerakan tangan kanan dan tangan kiri, jarak, waktu dan lambang dari kegiatan
tersebut. Waktu yang diperlukan untuk melakukan gerakan menjangkau papan sekat dilambangkan
dengan Re dengan jarak 0,1 adalah 0,0166 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang papan sekat dilambangkan dengan G adalah 0,0666
menit. Waktu yang diperlukan untuk melakukan gerakan memposisikan papan sekat dengan rakitan 3 dilambangkan
dengan P adalah 0,0666 menit. Waktu yang diperlukan untuk melakukan gerakan
menjangkau nail gun dilambangkan
dengan Re dengan jarak 0,1 adalah 0,0166 menit. Waktu yang diperlukan untuk
melakukan gerakan menggunakan nail gun dilambangkan
dengan U adalah 0,3336 menit. Waktu yang diperlukan untuk melakukan gerakan
melepaskan nail gun dilambangkan
dengan Rl adalah 0,0166 menit. Waktu yang diperlukan tangan kiri untuk
melakukan gerakan menjangkau papan sekat dilambangkan dengan Re dengan jarak
0,1 adalah 0,0166 menit. Waktu yang diperlukan untuk melakukan gerakan memegang
papan sekat dilambangkan dengan G adalah 0,0666 menit. Waktu yang diperlukan untuk
melakukan gerakan memposisikan papan
sekat dilambangkan dengan P adalah 0,0666 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang papan sekat
dan rakitan 3 dilambangkan dengan G adalah 0,0166 menit. Waktu yang diperlukan
untuk melakukan gerakan memegang papan
sekat dan rakitan 3 dilambangkan dengan H adalah 0,3336 menit. Waktu yang
diperlukan untuk melakukan gerakan memposisikan rakitan 4 dilambangkan dengan P
adalah 0,0166 menit. Ringkasan pada Peta Tangan Kiri dan Tangan Kanan menunjukkan waktu tiap
siklus (menit) yaitu 0,5166 dimana angka ini diperoleh dari banyaknya waktu
dalam detik yang dihabiskan dalam pengerjaan uraian kegiatan di atas dan
kemudian dibagi 60 untuk pengkonversian waktu ke menit. Jumlah komponen tiap
siklus terdapat 1 unit. Waktu untuk membuat satu komponen (menit) 0,5166 menit.

Gambar 5.24
Peta Tangan Kanan Dan Tangan Kiri Mengamplas
Produk Rak Toples
Pada gambar 5.24 merupakan peta tangan kanan dan tangan kiri mengamplas
produk rak toples. Pada peta terebut terdapat beberapa bagian yaitu bagian
kepala peta, bagian isi dan bagian ringkasan. Bagian kepala peta
merupakan keterangan atau identitas dari peta, yaitu kegiatan yang dilakukan,
departemen dari proses yang dikerjakan, orang yang memetakan, nomer peta dan
tanggal dibuatnya peta tersebut. Kemudian dilanjutkan dengan analisis gerakan
tiap prosesnya. Total waktu yang dibutuhkan diringkas dibawah peta disertai
dengan jarak totalnya. Waktu tiap siklus merupakan waktu yang dibutuhkan dalam
sekali proses pelaksanaan operasi, sedangkan jumlah unit merupakan jumlah
komponen yang dibuat dalam sekali proses. Pada bagian isi merupakan isi
dari gerakan-gerakan yang ada dipeta, terdapat gerakan untuk tangan kanan dan
tangan kiri, waktu, jarak dan lambang. Pada bagian ringkasan merupakan
keterangan jumlah waktu dan unit secara keseluruhan dari peta tersebut.
Gambar 5.24 Peta tangan kanan dan tangan kiri mengamplas produk rak
toples pada bagian badan peta menjelaskan informasi mengenai gerakan-gerakan
yang dilakukan oleh tangan kanan dan tangan kiri. Bagian kepala peta merupakan keterangan atau identitas dari peta,
yaitu kegiatan yang dilakukan yaitu mengamplas produk rak toples
sebanyak 1 unit, departemen dari
proses yang dikerjakan yaitu di stasiun pengamplasan, dipetakan oleh kelompok 7, dipetakan sekarang, nomer peta 43 dan tanggal dibuatnya peta tersebut pada
tanggal 16 Desember 2019.
Berikut analisis untuk isi peta bagian tangan kanan dan tangan kiri, yaitu
gerakan tangan kanan dan tangan kiri, jarak, waktu dan lambang dari kegiatan
tersebut. Waktu yang diperlukan untuk melakukan gerakan memegang kertas amplas dilambangkan
dengan G adalah 0,0083 menit. Waktu yang diperlukan untuk melakukan gerakan
memegang kertas amplas dilambangkan dengan G adalah 0,0083 menit. Waktu yang
diperlukan untuk melakukan gerakan menggunakan kertas amplas dilambangkan
dengan U adalah 0,2807 menit. Waktu yang diperlukan untuk melakukan gerakan
memposisikan produk rak toples dilambangkan dengan P adalah 0,0166 menit. Waktu
yang diperlukan untuk melakukan gerakan menggunakan kertas amplas dilambangkan
dengan U adalah 0,2807 menit. Waktu yang diperlukan untuk melakukan gerakan
memposisikan produk rak toples dilambangkan dengan P adalah 0,0166 menit. Waktu
yang diperlukan untuk melakukan gerakan menggunakan kertas amplas dilambangkan
dengan U adalah 0,0640 menit. Waktu yang diperlukan untuk melakukan gerakan melepaskan
kertas amplas dilambangkan dengan Rl adalah 0,0083 menit. Waktu yang diperlukan
untuk melakukan gerakan menjangkau produk rak toples dilambangkan dengan Re
dengan jarak 0,1 meter adalah 0,0083 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang produk rak toples dilambangkan dengan G adalah 0,0083
menit. Waktu yang diperlukan untuk melakukan gerakan membawa produk rak toples dilambangkan
dengan M dengan jarak 1 meter adalah 0,0833 menit. Waktu yang diperlukan untuk
melakukan gerakan meelepaskan produk rak toples dilambangkan dengan Rl adalah
0,0166 menit. Waktu yang diperlukan tangan kiri untuk melakukan gerakan
menjangkau produk rak toples dilambangkan dengan Re dengan jarak 0,1 meter adalah
0,0083 menit. Waktu yang diperlukan untuk melakukan gerakan memegang produk rak
toples dilambangkan dengan G adalah 0,0083 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang produk rak toples dilambangkan dengan G adalah 0,2807
menit. Waktu yang diperlukan untuk melakukan gerakan memposisikan produk rak
toples dilambangkan dengan P adalah 0,0166 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang produk rak toples dilambangkan dengan G adalah 0,2807
menit. Waktu yang diperlukan untuk melakukan gerakan memposisikan produk rak
toples dilambangkan dengan P adalah 0,0166 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang produk rak toples dilambangkan dengan G adalah 0,0640
menit. Waktu yang diperlukan untuk melakukan gerakan memegang produk rak toples
dilambangkan dengan G adalah 0,0083 menit. Waktu yang diperlukan untuk
melakukan gerakan memegang produk rak toples dilambangkan dengan G adalah 0,0083
menit. Waktu yang diperlukan
untuk melakukan gerakan memegang produk rak toples dilambangkan dengan G adalah
0,0083 menit. Waktu yang
diperlukan untuk melakukan gerakan membawa produk rak toples dilambangkan
dengan M dengan jarak 1 meter adalah 0,0833 menit. Waktu yang diperlukan untuk
melakukan gerakan melepaskan produk rak toples dilambangkan dengan Rl adalah 0,0166
menit. Ringkasan pada Peta Tangan Kiri
dan Tangan Kanan menunjukkan waktu tiap siklus (menit) yaitu 0,8 dimana
angka ini diperoleh dari banyaknya waktu dalam detik yang dihabiskan dalam
pengerjaan uraian kegiatan di atas dan kemudian dibagi 60 untuk pengkonversian waktu
ke menit. Jumlah komponen tiap siklus terdapat 1 unit. Waktu untuk membuat satu
komponen (menit) 0,8 menit.
No comments:
Post a Comment